Виды сварных швов и соединений
В зависимости от взаимного положения трубы соединяются:
- встык, когда торцы примыкают друг к другу;
- в тавр, если трубы расположены в виде буквы Т;
- под углом, когда необходимо изменить направление на 45 или 90˚;
- внахлест путем развальцовки торца одной трубы и одеванием его на другую.
В зависимости от возможности доступа к стыку соединение выполняется:
- Горизонтальным швом, если монтируется вертикальный участок трубопровода.
- Вертикальным при горизонтальном положении трубопровода.
- Потолочным когда стык сваривается снизу. Такой шов приходится накладывать во время ремонта системы отопления при замене аварийного участка.
- Нижним свариваются трубы при монтаже новых систем, когда есть возможность их поворачивания, чтобы электрод находился сверху стыка.
Что необходимо?
Для успешного выполнения сварочных работ требуются две составляющие: оборудование и навыки. Причём второй пункт является ничуть не менее важным, чем первый. Исключение может составлять, пожалуй, только сварка с использованием электрофитингов, так как простота технологии позволяет качественно выполнить соединение даже непрофессионалу.
Во всех остальных случаях желательно участие специалиста. Нельзя забывать, что нарушение герметичности сварного шва в системе отопления может привести к очень неприятным последствиям (порче имущества, в том числе – чужого, ожогам и т.д.).
Инструменты
Набор инструментов и оборудования, необходимых для производства сварочных работ, определяется в зависимости от типа труб, используемых для обустройства отопительной системы, а также выбранного способа сварки.
В первую очередь, это – ручной сварочный аппарат.
Утепление балкона требует знаний, а восполнить их можно в нашеи статье, как утеплить балкон пенопластом. Детальная схема подключения алюминиевых радиаторов тут.
Устройство для соединения полипропиленовых труб также иногда называют паяльником. Для бытовых нужд вполне подойдёт аппарат, мощность которого составляет 650 Вт. Его можно использовать для соединения пластиковых труб диаметром до 60 мм. Насадки идут в комплекте с аппаратом.

Ручной сварочный аппарат
При использовании электрофитингов также требуется специальное устройство для их подключения. Помимо этого, в процессе работы может пригодиться роликовый труборез, позиционер, специальные устройства для снятия окислений и центровки труб, нож, молоток, а также расходные материалы (муфты, электрофитинги и т.д.).
Сварка труб из металла выполняется при помощи электрического или газового аппарата. Для резки используется «болгарка» или резак. Помимо этого, потребуется обычная экипировка сварщика: маска, брезентовый костюм, рукавицы, асбест, молоток, электроды, проволока и т.д.

Электрический и газовый сварочные аппараты
Сварка труб: дежа вю
Здравствуйте уважаемые любители и профи ручной электросварки!
Жизненная необходимость заставила меня приобрести бытовой сварочный аппарат и заняться электросваркой для хозяйственных нужд. И, нет чтобы потренироваться с нуля на паре-тройке килограммчиков электродов и кусках всякого железа (полный цейтнот), сразу, как говорится «быка за рога» — давай сваривать трубы для отопительного котла. И вот тут-то я столкнулся с трудностями о которых хочу вам поведать и прошу подсказать, дескать, направить меня на путь истинный.
Итак, задача состояла в следующем:
Есть 9 труб диаметром 6 мм толщиной стенки 3,5 мм которыми необходимо пронзить насквозь металлическую пластину 200х400х2 мм., то есть равномерно расположить их по всей площади пластины и приварить.
Я полагаю, для спецов это тоже, что семечки или же два пальца….  , а вот для меня оказалось проблематично.
, а вот для меня оказалось проблематично.
После наложения сварочного шва он оказался сильно побит шлаком, зачистка и повторная наварка положение шва не улучшали, а как раз наоборот — всё становилось только хуже. Я понимал, где-то недогрев, а где-то перегрев, больше или меньше ток, подборка и наклон электрода… и все вытекающие из этого последствия….
Благо есть интернет (а читать и писАть умею с детства ) перечитал много литературы, везде правильно и всё так складно пишут, а вот такой тонкости как максимального, я бы сказал, 100% СПОСОБА ОТДЕЛЕНИЯ МЕТАЛЛА ОТ ШЛАКА ВО ВРЕМЯ СВАРКИ я не встречал. Я понимаю, что все приходит с 10-20-ти летней практикой работы и т.д и т.п., но… авто-механическая электросварка выглядит совершенней по отношению к ручной, а значит и человек может справиться только надо знать как?
1. У меня с электрода не стекает металл каплями (как пишет книжка), а капает как из поливалки. Выписывание хрестоматийными вензелями и штрихами в этой связи также не приносит успеха.
2. Как во время сварки (по цвету, по консистенции расплавленной жидкости или ещё по чему-либо) определить ГДЕ В ВАННОЧКЕ МЕТАЛЛ, А ГДЕ ШЛАК. Как этот шлак вытеснить из ванночки?
3. Как сваривать металлические изделия ЯВНО РАЗНОЙ толщины, какими электродами и при каком токе?
4. Использовать-ли разные электроды для наварки разных слоёв?
5. Какой толщиной электрода заливать шлаковые дырочки в сварочном шве и надо ли вообще это делать?
6. Стоит ли мокать электрод в ванночку и размазывать металл по изделию или же выдерживать дугу?
7. Как создать ТОНКИЙ НЕПРЕРЫВНЫЙ шов для сварки герметичных конструкций которые не будут подвергаться значительным нагрузкам?
8. Как сваривать трубы возле стены, пола, я имею ввиду ту часть трубы, которая труднодоступна?
Это только некоторые вопросы, прямых ответов на которые у меня ещё нет.
Условия работы и использованные материалы:
1. Бытовой сварочный аппарат (трансформатор переменного тока с паспортом, со штампом, с гарантией и всё такое ) вход 220В/40А, на выходе 70-200А.
2. Электроды 2-4 мм «MONOLITH» из низкоуглеродистой стали для сварки переменным током во всех положениях.
3. Пластины и трубы — обыкновенное железо.
4. Возможности пользоваться услугами профессиональных сварщиков или использовать другие типы сварочной аппаратуры — отсутствуют.
5. Работы по ремонту котла и труб отопления необходимо провести в кратчайшие сроки.
Надеюсь на ваши точные и содержательные советы.
Заранее благодарен.
Способы сварки труб
Для сварного соединения труб чаще применяют три способа:
- Электродуговая бывает трех видов:
— ручная с использованием плавящихся электродов;
— с применением полуавтомата в среде углекислого газа, дуга создается тугоплавким электродом, для наплавочного слоя используют присадочную проволоку;
— под слоем флюса, его наносят на прокат с защитными покрытиями.
- Электрошлаковая, благодаря толстому слою шлака шов не окисляется.
- Газовая, нагрев обеспечивается сжиганием ацетилена, поступающего в рабочую зону из горелки.
Еще бывает контактная, ультразвуковая, термомеханическая сварка.
Газовая сварка
Метод применим в полевых условиях, когда магистрали прокладывают вдалеке от источников тока или когда нельзя сварить трубы электросваркой: прокат нельзя повернуть, прокрутить при образовании соединения. Наполненность швов при газовой выше, чем при электродуговой. Металл меньше подвергается температурному воздействию, риск возникновения внутренних напряжений в металле незначительный.
При сварке труб газом используют ацетилен или газогенератор, температура в рабочей зоне выше при сгорании баллонного ацетилена. Присадочная проволока марки UTP подается так, чтобы она ложилась на раскаленный металл. Для стыкового соединения 3-х мм стенок разделки кромок не требуется, у толстостенного проката кромки срезают под углом.
Оцинкованный монтируют с применением флюса HLS-B, концентрацию кислорода в газовой смеси увеличивают. После работы дополнительная противокоррозионная защита швов не проводится.
Метод ручной дуговой электросварки
Чтобы правильно варить трубу электросваркой, нужно учитывать технологию. Число проходок зависит от толщины проката, состав электродов и обмазки подбирают под вид марки проката. При сварке труб большого диаметра перед нанесением последующего слоя с металла сбивают окалину, проковывают соединение. Направленность наплавки меняют – четные швы делают противоположно нечетным. Многое зависит от первого соединения, он делается не спеша, при контроле валика проверяют металл на трещины. При обнаружении дефектов участок неровного шва вырубается, на его месте создается новый со смещением от 15 до 30 мм. Для финишного слоя выбирают электроды с толстой обмазкой.
Применяемые в строительстве способы сварки труб
Сварка используется для прочной и неразъемной состыковки металлических и полимерных изделий. Этот способ классифицируется по типу спайки шва – под давлением или термообработкой:
- холодная;
- химическая спайка;
- ультразвуковая;
- соединение под трением или контактная;
- газопрессовая и прессовая.
Для выполнения таких разнообразных по своей сути методов используют:
- ручной инструмент;
- промышленное оборудование;
- сварочные аппараты;
- инструменты для полимерной пайки;
- химические компоненты;
- прессы.
Это интересно! Холодное прессовое соединение подходит для работы с трубами и профилем из цветных металлов. Они более пластичны и податливы, чем стальные изделия. Для меди, алюминия и бронзы используют другой принцип соединения. Один из методов – деформация торцевых срезов под давлением с применением пресса.

Для монтажа труб горячей сваркой (электро- или газовой) требуется специальное оборудование
Газовая и электродуговая сварка стальных труб требует определенных условий, специального оборудования, инертной среды или применения флюса. Для состыковки трубопровода самым распространенным остается метод плавления срезов с предварительной обработкой кромки.
Выбор электродов
Соединение сегментов стальных трубопроводов должно вестись при помощи качественных расходных элементов, иначе вряд ли удастся достичь хорошего результата.
Например, если речь идет о выборе электродов, то лучшими считаются следующие модели:
- АНО-21, АНО-24 и МР-3 . Функционируют на переменных токах. Допускается работа даже при мокрой обмазке. Стоимость изделий невысока, что объясняет их востребованность в быту, они идеально подходят для того, чтобы соединить конструктивные элементы ворот, теплиц и других конструкций небольшой массы, не испытывающих высоких нагрузок. Работа с трубопроводами, транспортировка среды в которых ведется под значительным давлением, не допускается.
- УОНИ . Качество сердечников заслуживает лестных отзывов даже со стороны профессиональных сварщиков, но они имеют минус – работа не может вестись с высокой скоростью. Необходимо постоянно следить за стабильностью дуги, шов наплавляется постепенно, так что у работника должен иметься определенный опыт взаимодействия с классическими электродами АНО и МР.
- Отлично для металлических труб подходят LB-52Uэлектроды . Это японская разработка. Именно ей отдают предпочтение при реализации крупных проектов. Они формируют ровную и стабильную дугу, получаемый шов сочетает в себе прочность и эстетичность. Минус – довольно высокая стоимость, но подходят они и специалистам, и новичкам.
Подготовительные работы
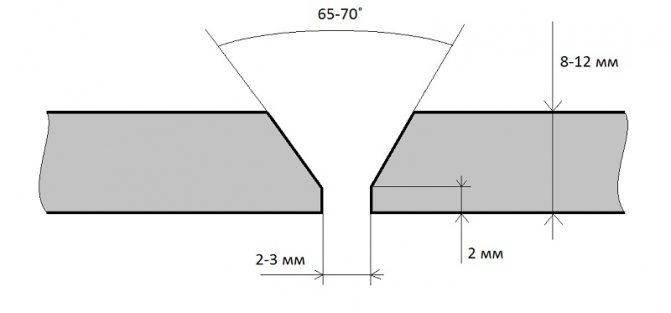
Чтобы соединения получились без дефектов, перед сваркой труб отопления электросваркой проводится подготовка. Проверяется перпендикулярность среза торцов относительно оси, при необходимости корректируется. С кромок снимаются фаски, оставляя притупление 2 мм, чтобы угол между ними был 65 — 70˚. Поверхность труб на расстоянии не менее 1 см от стыка зачищается до блеска наждачной бумагой и обезжиривается растворителем.
Электросварка своими руками
В быту чаще всего применяется дуговая электродная сварка, так как она является наиболее простым и доступным методом и применяется при любом расположении труб. Источником энергии здесь выступает электрическая дуга, а носителем – электрод. Бытовые аппараты, применяемые для электросварки, характеризуется невысокой мощностью, не громоздки и работают от однофазной проводки.
- Сварочный трансформатор – преобразует переменный ток сети в постоянный ток сварки. Прост в обращении, но не в достаточной степени стабилизирует дугу.
- Выпрямитель – отличается более высокой стабильностью дуги.
- Инвертор – преобразует переменный ток в постоянный через инверторный модуль, отличается стабильностью дуги и малым весом.

Электросварка осуществляется с помощью плавящихся и неплавящихся электродов. Первые участвуют в процессе, поставляя частицы для образования шва. Новичкам рекомендуют использовать твердые электроды с плавящимся покрытием.
- Диаметр электрода, как и тип используемого аппарата, и собственно метод сварки зависит от характеристик изделия: состава материала, толщины стенки, диаметра и так далее. При работе с трубами отопления или водопроводными, если речь не идет о магистральных конструкциях, чаще всего используются электроды диаметром в 3 мм – для электросварки изделий с толщиной стенок до 5 мм. Если параметр больше, или требуется формировать многослойный шов, то диаметр электрода должен быть 4–5 мм.
Швы различают так: нижние – самые легкие, горизонтальные – по окружности, вертикальные – вдоль трубы, и потолочные. Характер шва определяется расположением соединяемых элементов. Он может накладываться несколько раз. Так, например, при толщине более 6 мм, требуется наложение 2 швов. На фото демонстрируется сплошной шов.

Как варить трубы: технология
Перед сваркой водопроводные трубы очищаются – особенно внутренняя поверхность, если кромка неровная, то концы выпрямляются или обрезаются. Затем края и с внутренней, и с внешней стороны зачищаются до металлического блеска. Ширина участка – не менее 1 см.

При большом диаметре или толщине стенки рекомендуется произвести предварительный прогрев – зона составляет не менее 0,75 см. Таким образом предупреждается появление закалочных структур.
- Электрод вставляется в держатель аппарата, активируется подача тока – для этого нужно чиркнуть стержнем по металлу. Сила тока определяется толщиной стенки изделия.
- После появления дуги электрод удерживается в месте стыка на расстоянии не менее 3 и не более 5 мм. Наиболее удобным полагают угол наклона электрода к плоскости участка в 70 градусов, как это показано на фото.
- Шов накладывается не ровным движением, а колебательным, имитируя распределение металла через стык на оба края. Траектория разная – серповидная, зигзагообразная, но в итоге на стыке образуется плотный неширокий валик.
- После остывания с него молоточком сбивается шлак. Если толщина стенок большая, накладывается второй и даже третий шов с обязательным удалением шлака перед каждым следующим этапом.
- При толщине более 8 мм, следует варить первый шов ступенчато: окружность разбивается на участки, фрагменты свариваются сначала через один, а на втором этапе – оставшиеся. Затем сверху накладывают сплошной шов.
Читать также: Чем зубчатое колесо отличается от шестерни

Сварочные работы относятся к опасным: брызги горячего металла, высокая температура дуги, ее яркость представляют нешуточную опасность. Поэтому варить водопроводные трубы или для отопления следует с соблюдением техники безопасности: обязательно использование защитного щитка или маски, брезентовых рукавиц, костюма или халата из плотной ткани – лучше всего брезент. Во время электросварки необходимо, чтобы неподалеку находилось ведро с водой и плед или кусок брезента.
Следующим этапом является подготовка и настройка самого оборудования. Для этого закрепляют зажим заземления, и проверяют изоляцию кабеля на предмет пробоев и прочих дефектов. Вставляют электрод в держатель, регулируют его положение под оптимальным углом, выставляют значение рабочего напряжения, таким образом, чтобы его мощности было достаточно для зажигания дуги.
Важным обстоятельством является последовательность включения сварочного аппарата – сначала настройка тока, подсоединение заземления, замена рабочих элементов и прочие манипуляции и только в последнюю очередь включение питания. При выключении все операции выполняются в обратном порядке.
Как выполнить правильный шов
Чтобы сделать качественный шов, необходима правильная подготовка трубы к сварке. Качество кромки труб является определяющим для прочного и герметичного шва.
Например, для сварки встык срез трубы должен быть строго под прямым углом. Перед началом работы его тщательно зачищают наждачной бумагой на 1 см от края трубы, затем удаляют масла, краски, металлической пыли и обезжиривают.
Техника сварки зависит от формы сечения, толщины и диаметра соединяемых труб. Простые круглые трубы для систем отопления свариваются простым непрерывным швом, двигая электрод вдоль поверхности трубы до тех пор, пока два фрагмента не будут полностью сварены.
Технология электродуговой сварки
Овладеть навыками электродуговой сварки немного сложнее из-за переменчивости тока. Способ сочленения торцов труб происходит под воздействием электрического разряда, образующего высокотемпературную дугу. Качество стыков при дуговой сварке труб зависит от многих факторов, включая организацию работ, толщину изделий и марки стали. Также влияют параметры электрического тока, его полярность и длина дуги. Менее важна температура трубы к моменту сварки и амплитуда работы электродами. Возрастание силы тока ускоряет сварку металлических труб.
При дуговой сварке для повышения качества шва приходится иметь дело с поворотными стыками (с поворотом отрезков вокруг своей оси). Но это не всегда возможно, поэтому в коммуникациях сочетаются неповоротные и потолочные стыки. Особенность неповоротного сочленения – необходимость прохождения шва 2-3 раза:
- корневой слой;
- заполняющий;
- облицовочный.
Внимание! При необходимости выполнения сложных неповоротных сочленений трубы большого диаметра должны слаженно работать 2-3 сварщика с аппаратами сходных параметров. Это обеспечивает качество шва и сокращает время работы.
Переменные характеристики электричества могут работать на пользу процесса сварки. Обратная полярность и уменьшение силы дают качественный разогрев кромки и плавление металла. Подготовка металлических труб к сварке практически не отличается – очищение кромки и образование фаски. Далее технология предполагает основные этапы:
- фиксация сочленяемых труб на сварочном стеллаже;
- стяжка и центровка торцов до получения достаточного для сварки зазора;
- точечная прихваточная сварка;
- получение сплошного равномерного шва.
Сварка неповоротных стыков осуществляются тремя способами:
- ручная (самая трудоемкая);
- полуавтоматическая;
- автоматическая.

Электродуговая сварка имеет свои особенности и считается более сложной, чем газовая
Для прокладки коммуникаций используются промышленные аппараты, следящие за выполнением процесса в автоматическом режиме. Для этого есть пульт управления и сварочная головка на самоходном перемещающемся модуле. При этом сварочная головка во время работы продвигается по окружности металлических изделий, прошедших предварительную центровку, проваривая торцы электродом.
Полезные советы и возможные ошибки
Чтобы правильно варить трубы отопления не следует пренебрегать рекомендациями специалистов:
- сварку труднодоступных мест удобней проводить согнутым электродом, используя зеркальце для контроля;
- при смене электродов шов продолжается с накрытием в 1,5 см уже наложенного;
- качество сварного соединения улучшится, если верхний шов выполнять в обратную сторону от нижнего, заканчивая его в другом месте;
- прямая полярность при сварке постоянным током обеспечивает лучший прогрев металла, чем обратная.
Как варить водопроводные трубы электросваркой?
Начало делается с нижней центральной точки трубы. Чтобы стежок потолочной сварки был ровным и качественным электрод ведется перпендикулярно к месту сварки. От низа к центру наверх и симметрично, с другой стороны, так же.
Вертикальный шов может выполняться точечно, электрод при этом расположен вверх под углом.
Горизонтальный участок водовода наиболее удобен и прост для выполнения сварочных работ. Но, как и во всех остальных надо внимательно смотреть за тем, чтобы не сделать прожег металла.
Бывают ситуации, когда сварку необходимо произвести на трубе, близкорасположенной к стене. В этом случае в трубе вырезается отверстие для того, чтобы сделать шов по внутренней стенке, а после обрабатывается и делается шов на остальном участке стыка. Также на труднообозримых участках, чтобы процесс не делался вслепую, используется обыкновенное зеркальце, которое «показывает» невидимый кусок трубы и по отражению осуществляется электросварка.
Как правильно варить трубы электросваркой инвертором?
Наличие жира, грязи, пыли препятствует качественному соединению молекул металла.
Центрирование и стыковка трубы
- Центрирование и стыковку изделий небольшого диаметра проводите путем фиксации с помощью подручных средств или воспользовавшись помощниками.
- Трубы большого размера (от 60 мм) центрируйте специальным оборудованием – центратором: внутренним или наружным. И тот, и другой обладают электрогидравлическим приводом. Внутренние являются более предпочтительными по причине того, что при их применении стык остается незакрытым. Это позволяет использовать автоматы для сварки, а также не ограничивает в манипуляциях при ручном соединении.
- Не допускайте отклонений при ручном способе центровки. Состыковать идеально без центратора – нереально, но старайтесь минимизировать отклонение.
- Соединив ровно трубы, приступайте к варке корневого шва.
Сварка корня
- Варите шов при следующих условиях:
- минимальный ток;
- обратная полярность;
- короткая электрическая дуга;
- сухие электроды;
- отсутствие ветра в трубе.
- Варите вертикальным способом, электрод перпендикулярен плоскости.
- Электродом расплавляйте кромки – между ними появится перемычка, которая называется сварочной ванной. Перед перемычкой находится так называемое технологическое окно.
- Внимательно следите за величиной технологического окна: на протяжении всего процесса оно должно оставаться одного диаметра.
- Делайте коренной шов высотой не более 1 мм. Обратный валик также не должен превышать эту величину.>
- Начало и окончание шва, участок перехода между электродами зачищайте для избегания образования пор в металле, наличие которых рано или поздно приведет к потере герметичности трубы.
Заполнение и облицовка сварного шва
- После сварки корня заполняйте сечение шва целиком.
- Используйте в зависимости от толщины стенок и материала однослойный или многослойный способ прохода.
- Движение электрода при заполнении – треугольник: кромка 1 — кромка 2 — технологическое окно.
- Обращайте внимание на прогрев кромок и корневого шва. Чем не больше прогрев, тем шире шаг заполнения.
- После каждого слоя очищайте поверхность от шлака.
- Если имеете навык, и, если позволяет диаметр стенки, выполняйте заполнение и облицовку одним проходом.
Видео-урок сварки труб под просвет
Подготовка деталей
Перед началом работ по свариванию труб, необходимо подготовить кромки к выполнению соединения. Я всегда делаю это в такой последовательности:
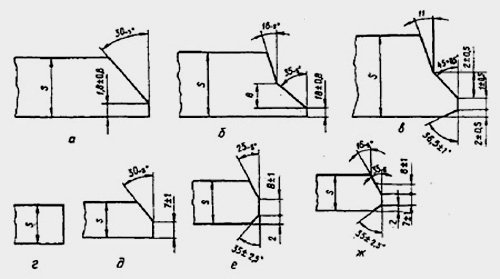
Различные конфигурации кромок труб при сваривании деталей друг с другом.
- Проверяю трубы на соответствие тем параметрам, которые указаны в проекте инженерной системы (водопровода). Инструкция требует соблюдения следующих параметров:
- геометрических размеров;
- сертификата соответствия (особенно для труб, по которым предполагается транспортировать питьевую воду);
- отсутствие дефектов в окружности (трубы должны быть идеально круглыми, а не овальными на срезе);
- отсутствие дефектов в толщине (стенки металлических труб должны быть одинаковыми по всей длине детали);
- соответствие химического состава металла тем требованиям, которые закреплены в ГОСТ России (это выясняется при лабораторном исследовании или из сопроводительных документов).
Зачистка торца трубы с помощью шлифовальной машинки перед свариванием.
- Готовлю трубы к соединению. Для этого лично я рекомендую выполнить следующие:
- проверить, чтобы срез кромки трубы был выполнен строго под углом в 90 градусов;
- зачистить кромку до металлического блеска (ширина зачищенного участка должна составлять до 10 мм от среза);
- обезжирить торец, удалить все следы масла, краски, ржавчины и так далее.
Для правильного соединения необходимо, чтобы угол раскрытия кромок среза трубы составлял около 65 градусов, а величина притупления 2 мм. Если это не так, необходимо выполнить дополнительную механическую обработку торца.
Для этого используются специальные фаскосниматели, шлифовальные машинки и торцеватели. Специалисты, конструирующие трубопроводы большого диаметра, используют фрезерные машины или особые способы подготовки (плазменные или газовые резаки).
Инструменты для обработки торцов труб помогут в работе любому начинающему мастеру.
Самостоятельная сварка трубопроводов
До того как начать непосредственно сваривать трубопровод, необходимо выполнить подготовку:
- Очистить соединяемые детали от покрытий, окисей, жира и грязи.
- В случае наличия на торцах труб существенных неровностей, их деформации желательно их аккуратно обрезать, чтобы получился идеальный срез, легко стыкующийся с такой же деталью.
- Зачистка внутренней и внешней поверхности возле кромки трубы на глубину от 10 мм и больше до состояний чистого металла.
Читать также: Сучкорез электрический цепной телескопический высоторез
Стальные трубы, как правило, свариваются встык и требуют проварки всех кромок по высоте стенок. Для уменьшения выпирающих внутрь трубопровода наплывов угол наклона электрода при их сварке должен быть менее 45 градусов по отношению к горизонтали.
Сам процесс сварки труб подразумевает непрерывную обработку их стыков до момента окончательного приваривания. Поворотные и неповоротные стыки между трубами ширина стенок, которых не превышает 6 мм, проваривают не меньше 2 раз, то есть в 2 слоя. При увеличении толщины стенок свыше 6 и до 12 мм накладываются 3 шва, более 19 мм – четыре и так далее.

Особенностью сварки труб является то, что из-за необходимости наложения швов друг на друга и технологии сварки требующей предварительной очистки свариваемой поверхности, процедуру очистки поверхности от окалины придется проводить после каждого слоя, чтобы наварить на него следующий. Как и в большинстве монтажных работ и в этом деле первый шов самый ответственный и определяющий качество всей работы.
В него должна полностью вплавиться вся кромка трубы с ее зазубринами и притуплениями. Этот начальный, основополагающий шов особо тщательно изучают на предмет трещин и в случае наличия их выплавляют или вырубают, повторяя заварку фрагмента заново.
Второй и дальнейшие слои наносятся при небыстром и плавном проворачивании уже наживленного соединения труб. Конец и начало всех слоев необходимо смещать по отношению к предыдущему на 15-30 мм. Конечный слой накладывают, делая плавный переход со шва на основную трубу с зачищенной кромкой.
Для обеспечения максимального качества шва, каждый следующий его слой наносят в обратном направлении относительно предыдущего, то есть если первый был по часовой стрелке, то второй должен быть – против и наоборот. Замыкание слоев шва делают не стык встык, а с запасом друг на друга – вразбежку.
Самостоятельная сварка труб дело довольно сложное, но это один из самых распространенных и требуемых от любого сварщика тип работ. Поэтому при желании освоить его не только можно, но и может быть крайне полезно и выгодно. Для этого достаточно лишь понять принципы и технологию сварки, и получив небольшую практику на самых легких упражнениях можно и дальше оттачивать свое мастерство вплоть до уровня профессионалов.
Для соединения металлических труб отопления используется технология электросварки. В этом материале вы найдете видео, которые познакомят вас с данной технологией и вы сможете самостоятельно справиться с работой.
Предлагаем вашему вниманию серию видеороликов, которые познакомят вас с общей теорией электроварки. Вы узнаете, какие электроды лучше использовать в работе, а также как подготовить трубы к сварке.
В этом видеоролике показан сам процесс сварки. Мастер расскажет, как выбрать ток и опишет этапы работы.
В продолжение темы — следующее видео.
Четвертый урок по сварке труб расскажет, как использовать в работе специальные электроды для сварки труб ЦУ-5.
В последнем ролике мастер расскажет, зачем нужны вторые проходы и опишет тонкости работы с разными типами электродов.
Если вам необходимо сделать врезку труб отопления, вам поможет справиться с работой этот ролик.
Еще один видеоурок для начинающих сварщиков, который научит варить трубы небольшого диаметра.
“>
Устранение свища
Как заварить трубу с водой электросваркой с максимальной степенью надежности? Точная инструкция зависит от характера повреждения. Начнем с того, как устранить свищ в водопроводной трубе, то есть круглое отверстие, из которого сочится жидкость.

В таком случае нужно занять позицию, позволяющую четко наблюдать границы повреждения, а электроды держат перпендикулярно основанию, чтобы минимизировать объемы воды, попадающей на них. Работа ведется сверху вниз, пока отверстие полностью не будет скрыто наплавленным металлом.
Порядок действий выглядит следующим образом:
- металл наплавляется на верхнюю часть свища;
- молотком делается 2 удара сразу после того, как дуга погасла. Это способствует уплотнению материала, исключает порообразование;
- цикл повторяется сверху вниз;
- если имеет место истончение стенок по краям отверстия, они усиливаются по методу, описанному выше;
- когда пар перестает сочиться наружу, стенка трубы усиливается. Ток выставляется минимальный, чтобы исключить сквозное прожигание. Постепенно наплавляется нужный объем материала;
- для повышения прочности сформированный шов простукивается.
Проверка надежности соединений
Зачастую контроль над качеством сварного шва и герметичностью системы вам придется выполнять самостоятельно путем визуального осмотра.
Для этого сначала шов нужно очистить от шлака и простучать его легким молотком. Далее визуально осматривают сам шов на наличие в нем сколов, порезов или трещин, плохо проваренных кусков или прожогов насквозь, а также прочих дефектов.
Последним этапом будет замер толщины шва. Для этого можно использовать стандартные приборы, а также щупы, шаблоны и прочие приспособления.
Обратите внимание, что газотранспортную или водопроводную систему нужно еще проверить на герметичность. Для этого выполняют пробный пуск жидкости под давлением.
Правила техники безопасности при работе со сварочным аппаратом
Немаловажным моментом при проведении любых электротехнических работ, в том числе сваривания металлических труб, является соблюдение правил техники безопасности. Если ими пренебречь, можно получить разнообразные травмы, такие как термические ожоги кожи, ожоги сетчатки глаз вспышкой дуги, удары электрическим током и другие.

Поэтому перед началом работ следует выполнить следующие действия:
- жилы, проводящие ток, и компоненты сварочного аппарата должны быть изолированы;
- корпус сварочного оборудования и дополнительные приборы нужно заземлить;
- спецодежда и рукавицы должны быть абсолютно сухими;
- надеть галоши или постелить резиновый коврик в небольшом по размеру помещении для дополнительной изоляции;
- чтобы уберечь глаза и лицо, при работе следует надеть защитный щиток.
Таким образом, мы частично рассказали, как следует выполнять сварочные работы на электрическом оборудовании. Безусловно, чтобы работа была успешной, у вас должны быть некоторые практические навыки. Тем не менее, благодаря информации, изложенной в материале, вы будете знать, с чего начинать практиковаться. При соблюдении наших рекомендаций, у вас обязательно получится сваривание металлических труб на достойном уровне.











