Types of welds and joints
Depending on the relative position of the pipes, they are connected:
- end-to-end, when the ends are adjacent to each other;
- in a T-bar, if the pipes are arranged in the shape of the letter T;
- at an angle when it is necessary to change direction by 45 or 90˚;
- overlap by flaring the end of one pipe and putting it on the other.
Depending on the possibility of access to the joint, the connection is made:
- With a horizontal seam, if a vertical section of the pipeline is being installed.
- Vertical when the pipeline is in a horizontal position.
- Ceiling when the joint is welded from below. Such a seam has to be applied during repair of the heating system when replacing the damaged area.
- Pipes are welded bottom when installing new systems, when it is possible to rotate them so that the electrode is on top of the joint.
What is necessary?
Successful welding requires two things: equipment and skills. Moreover, the second point is no less important than the first. The only exception is, perhaps, welding using electrical fittings, since the simplicity of the technology allows even a non-professional to make a high-quality connection.
In all other cases, the participation of a specialist is desirable. We must not forget that a violation of the tightness of a weld in a heating system can lead to very unpleasant consequences (damage to property, including someone else’s, burns, etc.).
Tools
The set of tools and equipment required for welding work is determined depending on the type of pipes used to construct the heating system, as well as the selected welding method.
First of all, this is a manual welding machine.
Insulating a balcony requires knowledge, and you can fill it in our article on how to insulate a balcony with polystyrene foam. A detailed diagram of connecting aluminum radiators is here.
A device for connecting polypropylene pipes is also sometimes called a soldering iron. For household needs, a device with a power of 650 W is quite suitable. It can be used to connect plastic pipes with a diameter of up to 60 mm. Nozzles are included with the device.

Manual welding machine
When using electrical fittings, a special device is also required to connect them. In addition, during the work process, a roller pipe cutter, a positioner, special devices for removing oxidation and centering pipes, a knife, a hammer, as well as consumables (couplings, electrical fittings, etc.) may be useful.
Welding of metal pipes is carried out using an electric or gas machine. For cutting, a grinder or cutter is used. In addition, you will need the usual welding equipment: mask, canvas suit, gloves, asbestos, hammer, electrodes, wire, etc.

Electric and gas welding machines
Pipe welding: deja vu
Hello dear amateurs and pros of manual electric welding!
A vital necessity forced me to purchase a household welding machine and start doing electric welding for household needs. And, if you don’t want to practice from scratch on a couple of kilograms of electrodes and pieces of all sorts of iron (complete time pressure), right away, as they say, “bull by the horns” - let’s weld pipes for a heating boiler. And here I was faced with difficulties that I want to tell you about and ask you to suggest, they say, to guide me on the right path.
So, the task was as follows:
There are 9 pipes with a diameter of 6 mm, a wall thickness of 3.5 mm, which must be pierced through a metal plate of 200x400x2 mm, that is, they should be evenly positioned over the entire area of the plate and welded.
I suppose for specialists it’s the same as sunflower seeds or two fingers…. , but it turned out to be problematic for me.
, but it turned out to be problematic for me.
After applying the welding seam, it turned out to be badly damaged by slag; cleaning and re-welding did not improve the position of the seam, but quite the opposite - everything only got worse. I understood that somewhere there was underheating, and somewhere there was overheating, more or less current, selection and tilt of the electrode... and all the ensuing consequences...
Fortunately, there is the Internet (and I’ve been able to read and write since childhood ), I’ve read a lot of literature, everything is correct and everything is written so smoothly, but I have never seen such subtlety as the maximum, I would say, 100% METHOD OF SEPARATING METAL FROM SLAG DURING WELDING. I understand that everything comes with 10-20 years of work experience, etc., etc., but... auto-mechanical electric welding looks more perfect in relation to manual welding, which means a person can do it, but you just need to know how?
1. Metal does not flow from my electrode in drops (as the book says), but drips like from a sprinkler. Writing with textbook monograms and strokes in this regard also does not bring success.
2. How to determine during welding (by color, by the consistency of the molten liquid or something else) WHERE IS THE METAL IN THE BATH AND WHERE IS THE SLAG. How to force this slag out of the bath?
3. How to weld metal products of OBVIOUSLY DIFFERENT thicknesses, with what electrodes and at what current?
4. Should I use different electrodes for welding different layers?
5. What thickness of electrode should be used to fill slag holes in the weld and is it necessary to do this at all?
6. Should I soak the electrode in a bath and spread the metal over the product, or should I hold the arc?
7. How to create a THIN CONTINUOUS seam for welding hermetic structures that will not be subject to significant loads?
8. How to weld pipes near a wall, floor, I mean that part of the pipe that is difficult to reach?
These are just some questions to which I don’t yet have direct answers.
Working conditions and materials used:
1. Household welding machine (AC transformer with a passport, with a stamp, with a guarantee and all that ) input 220V/40A, output 70-200A.
2. Electrodes 2-4 mm “MONOLITH” made of low carbon steel for welding with alternating current in all positions.
3. Plates and pipes are ordinary iron.
4. There are no opportunities to use the services of professional welders or use other types of welding equipment.
5. Repair work on the boiler and heating pipes must be carried out as soon as possible.
I hope for your accurate and meaningful advice.
Thanks in advance.
Pipe welding methods
For welded pipe joints, three methods are most often used:
- There are three types of electric arc:
— manual using consumable electrodes;
— using a semiautomatic device in a carbon dioxide environment, the arc is created by a refractory electrode, and filler wire is used for the surfacing layer;
- under a layer of flux, it is applied to rolled products with protective coatings.
- Electroslag, due to the thick layer of slag, the seam does not oxidize.
- Gas, heating is provided by burning acetylene entering the working area from the burner.
There are also contact, ultrasonic, thermomechanical welding.
Gas welding
The method is applicable in field conditions, when pipelines are laid far from power sources or when pipes cannot be welded by electric welding: the rolled products cannot be turned or twisted when forming a connection. The filling of seams with gas is higher than with electric arc. The metal is less exposed to temperature, and the risk of internal stresses in the metal is negligible.
When welding pipes with gas, acetylene or a gas generator is used; the temperature in the working area is higher when bottled acetylene is burned. UTP grade filler wire is fed so that it rests on the hot metal. For butt joints of 3 mm walls, edge cutting is not required; for thick-walled rolled products, the edges are cut at an angle.
Galvanized is mounted using HLS-B flux, the oxygen concentration in the gas mixture is increased. After work, additional anti-corrosion protection of the seams is not carried out.
Manual arc welding method
To properly weld a pipe using electric welding, you need to take into account the technology. The number of penetrations depends on the thickness of the rolled product; the composition of the electrodes and coating is selected according to the type of rolled product. When welding large-diameter pipes, before applying the next layer, scale is knocked off the metal and the joint is forged. The direction of surfacing is changed - even seams are made opposite to odd ones. Much depends on the first connection; it is done slowly; when checking the roller, the metal is checked for cracks. If defects are detected, a section of an uneven seam is cut out, and a new one is created in its place with an offset of 15 to 30 mm. For the finishing layer, choose electrodes with thick coating.
Pipe welding methods used in construction
Welding is used for durable and permanent joining of metal and polymer products. This method is classified according to the type of seam soldering - under pressure or heat treatment:
- cold;
- chemical adhesion;
- ultrasonic;
- friction or contact connection;
- gas press and press.
To perform such inherently diverse methods, the following are used:
- hand tool;
- industrial equipment;
- welders;
- tools for polymer soldering;
- chemical components;
- press.
This is interesting! Cold press connection is suitable for working with pipes and profiles made of non-ferrous metals. They are more ductile and pliable than steel products. For copper, aluminum and bronze, a different connection principle is used. One of the methods is deformation of end cuts under pressure using a press.

Installation of pipes by hot welding (electric or gas) requires special equipment
Gas and electric arc welding of steel pipes requires certain conditions, special equipment, an inert environment or the use of flux. For pipeline joining, the most common method remains the melting of sections with pre-processing of the edges.
Selecting Electrodes
The connection of steel pipeline segments must be carried out using high-quality consumables, otherwise it is unlikely that a good result will be achieved.
For example, when it comes to choosing electrodes, the following models are considered the best:
- ANO-21, ANO-24 and MR-3 . They operate on alternating currents. Work is allowed even with wet coating. The cost of the products is low, which explains their demand in everyday life; they are ideal for connecting structural elements of gates, greenhouses and other light-weight structures that do not experience high loads. Work with pipelines in which the medium is transported under significant pressure is not permitted.
- SSSI . The quality of the cores deserves flattering reviews even from professional welders, but they have a disadvantage - work cannot be carried out at high speed. It is necessary to constantly monitor the stability of the arc; the weld is deposited gradually, so the worker must have some experience in interacting with classic ANO and MR electrodes.
- LB-52U are excellent for metal pipes . This is a Japanese development. It is the one that is preferred when implementing large projects. They form an even and stable arc, the resulting seam combines strength and aesthetics. The downside is the rather high cost, but they are suitable for both specialists and beginners.
Preparatory work
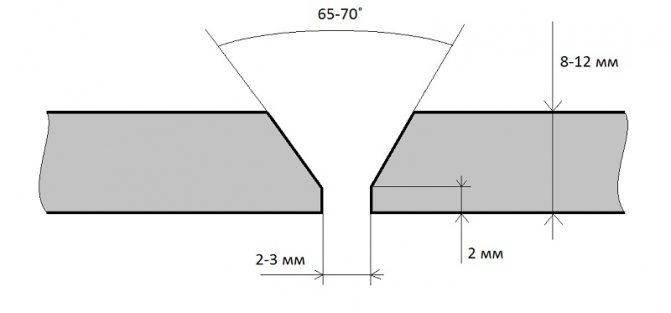
To ensure that the connections are made without defects, preparation is carried out before welding heating pipes using electric welding. The perpendicularity of the cut ends relative to the axis is checked and adjusted if necessary. The edges are chamfered, leaving a dullness of 2 mm, so that the angle between them is 65 - 70˚. The surface of the pipes at a distance of at least 1 cm from the joint is cleaned to a shine with sandpaper and degreased with a solvent.
DIY electric welding
In everyday life, arc electrode welding is most often used, since it is the simplest and most accessible method and is used for any pipe arrangement. The source of energy here is the electric arc, and the carrier is the electrode. Household devices used for electric welding are characterized by low power, are not bulky and operate on single-phase wiring.
- Welding transformer – converts alternating current from the mains into direct current for welding. Easy to use, but does not stabilize the arc sufficiently.
- Rectifier – has higher arc stability.
- Inverter – converts alternating current into direct current through an inverter module, is characterized by arc stability and low weight.

Electric welding is carried out using consumable and non-consumable electrodes. The former participate in the process, supplying particles for the formation of a seam. Beginners are recommended to use solid electrodes with a melting coating.
- The diameter of the electrode, as well as the type of apparatus used, and the welding method itself depend on the characteristics of the product: material composition, wall thickness, diameter, and so on. When working with heating or water pipes, unless we are talking about main structures, electrodes with a diameter of 3 mm are most often used - for electric welding of products with a wall thickness of up to 5 mm. If the parameter is larger, or it is necessary to form a multilayer seam, then the diameter of the electrode should be 4–5 mm.
The seams are distinguished as follows: the bottom ones are the lightest, the horizontal ones are around the circumference, the vertical ones are along the pipe, and the ceiling ones. The nature of the seam is determined by the location of the elements being connected. It can be applied several times. So, for example, with a thickness of more than 6 mm, 2 sutures are required. The photo shows a continuous seam.

How to cook pipes: technology
Before welding, water pipes are cleaned - especially the inner surface; if the edge is uneven, the ends are straightened or cut off. Then the edges on both the inside and outside are cleaned to a metallic shine. The width of the area is at least 1 cm.

If the diameter or wall thickness is large, it is recommended to perform preheating - the zone is at least 0.75 cm. This prevents the appearance of hardening structures.
- The electrode is inserted into the device holder, the current supply is activated - to do this, you need to strike the metal with a rod. The current strength is determined by the thickness of the product wall.
- After the arc appears, the electrode is held at the junction at a distance of no less than 3 and no more than 5 mm. The most convenient angle of inclination of the electrode to the plane of the area is 70 degrees, as shown in the photo.
- The seam is not applied with a smooth movement, but with an oscillating motion, simulating the distribution of metal through the joint on both edges. The trajectory is different - crescent-shaped, zigzag, but in the end a dense, narrow roller is formed at the junction.
- After cooling, the slag is knocked off with a hammer. If the wall thickness is large, a second and even third seam is applied with the obligatory removal of slag before each subsequent stage.
- If the thickness is more than 8 mm, the first seam should be welded in stages: the circle is divided into sections, the fragments are welded first through one, and at the second stage the remaining ones are welded. Then a continuous suture is placed on top.
Read also: How does a gear differ from a gear?

Welding work is dangerous: splashes of hot metal, high temperature of the arc, and its brightness pose a serious danger. Therefore, when boiling water pipes or for heating, you should follow safety precautions: be sure to use a protective shield or mask, canvas gloves, a suit or robe made of thick fabric - a tarpaulin is best. During electric welding, it is necessary to have a bucket of water and a blanket or piece of tarpaulin nearby.
The next step is preparing and setting up the equipment itself. To do this, secure the grounding clamp and check the cable insulation for breakdowns and other defects. Insert the electrode into the holder, adjust its position at the optimal angle, set the operating voltage so that its power is sufficient to ignite the arc.
An important circumstance is the sequence of turning on the welding machine - first setting the current, connecting the ground, replacing working elements and other manipulations, and only lastly turning on the power. When turned off, all operations are performed in reverse order.
How to make the right seam
To make a high-quality seam, proper preparation of the pipe for welding is necessary. The quality of the pipe edge is decisive for a durable and airtight seam.
For example, for butt welding, the pipe cut must be strictly at a right angle. Before starting work, it is thoroughly cleaned with sandpaper 1 cm from the edge of the pipe, then oil, paint, metal dust are removed and degreased.
The welding technique depends on the cross-sectional shape, thickness and diameter of the pipes being connected. Simple round pipes for heating systems are welded using a simple continuous seam, moving the electrode along the surface of the pipe until the two pieces are completely welded.
Electric arc welding technology
Arc welding is a little more difficult to master because of the variability of the current. The method of joining the ends of the pipes occurs under the influence of an electric discharge, forming a high-temperature arc. The quality of joints when arc welding pipes depends on many factors, including the organization of work, the thickness of the products and the grade of steel. The parameters of the electric current, its polarity and arc length also influence. Less important is the temperature of the pipe at the time of welding and the amplitude of the electrodes. An increase in current speeds up the welding of metal pipes.
When arc welding, to improve the quality of the seam, you have to deal with rotary joints (with the rotation of segments around their axis). But this is not always possible, so communications combine fixed and ceiling joints. The peculiarity of the non-rotating joint is the need to pass the seam 2-3 times:
- root layer;
- filling;
- facing.
Attention! If it is necessary to perform complex non-rotating joints of large diameter pipes, 2-3 welders with machines of similar parameters must work harmoniously. This ensures seam quality and reduces working time.
The variable characteristics of electricity can work to the advantage of the welding process. Reverse polarity and a decrease in force provide high-quality heating of the edge and melting of the metal. The preparation of metal pipes for welding is practically the same - cleaning the edge and forming a chamfer. Next, the technology involves the main stages:
- fixing the jointed pipes on the welding rack;
- tie and center the ends until a gap sufficient for welding is obtained;
- spot tack welding;
- obtaining a continuous, uniform seam.
Welding of fixed joints is carried out in three ways:
- manual (the most labor-intensive);
- semi-automatic;
- automatic.

Electric arc welding has its own characteristics and is considered more complex than gas welding
To lay communications, industrial devices are used that monitor the process in automatic mode. For this there is a control panel and a welding head on a self-propelled moving module. In this case, during operation, the welding head moves along the circumference of metal products that have undergone preliminary alignment, welding the ends with an electrode.
Useful tips and possible mistakes
To properly weld heating pipes, you should not neglect the recommendations of specialists:
- It is more convenient to weld hard-to-reach places with a bent electrode, using a mirror for control;
- when changing electrodes, the suture continues with a covering of 1.5 cm of what has already been applied;
- the quality of the welded joint will improve if the upper seam is made in the opposite direction from the lower one, finishing it in a different place;
- Direct polarity when welding with direct current provides better heating of the metal than reverse polarity.
How to weld water pipes using electric welding?
Start from the bottom center point of the pipe. To ensure that the ceiling welding stitch is smooth and of high quality, the electrode is drawn perpendicular to the welding site. From the bottom to the center to the top and symmetrically, on the other side, the same.
A vertical seam can be made pointwise, with the electrode positioned upward at an angle.
The horizontal section of the water pipeline is the most convenient and simplest for welding work. But, as with everything else, you need to be careful not to burn through the metal.
There are situations when welding needs to be done on a pipe close to the wall. In this case, a hole is cut in the pipe in order to make a seam along the inner wall, and then the rest of the joint is processed and a seam is made. Also, in difficult-to-see areas, so that the process is not done blindly, an ordinary mirror is used, which “shows” an invisible piece of pipe and electric welding is carried out based on the reflection.
How to weld pipes using electric welding using an inverter?
The presence of grease, dirt, and dust prevents the high-quality connection of metal molecules.
Centering and joining of pipes
- Centering and joining of small-diameter products is carried out by fixing them using improvised means or using assistants.
- Center large pipes (from 60 mm) with special equipment - a centralizer: internal or external. Both have an electro-hydraulic drive. Internal ones are more preferable due to the fact that when they are used, the joint remains uncovered. This allows the use of automatic welding machines, and also does not limit manipulations during manual connection.
- Do not allow deviations when using the manual alignment method. It is impossible to dock perfectly without a centralizer, but try to minimize the deviation.
- Having connected the pipes exactly, proceed to welding the root seam.
Root welding
- Cook the seam under the following conditions:
- minimum current;
- reverse polarity;
- short electric arc;
- dry electrodes;
- lack of wind in the pipe.
- Cook vertically, the electrode is perpendicular to the plane.
- Use an electrode to melt the edges - a bridge will appear between them, which is called a weld pool. In front of the jumper there is a so-called technological window.
- Carefully monitor the size of the technological window: throughout the entire process it should remain the same diameter.
- Make a root seam no more than 1 mm high. The return roller should also not exceed this value.>
- Clean the beginning and end of the seam and the transition area between the electrodes to avoid the formation of pores in the metal, the presence of which will sooner or later lead to loss of the pipe’s tightness.
Filling and capping of the weld
- After welding the root, fill the entire seam section.
- Depending on the wall thickness and material, use a single-layer or multi-layer penetration method.
- The movement of the electrode during filling is a triangle: edge 1 - edge 2 - technological window.
- Pay attention to the heating of the edges and root seam. The greater the heating, the wider the filling step.
- After each layer, clean the surface of slag.
- If you have the skill, and if the wall diameter allows, fill and cover in one pass.
Video lesson on welding pipes under clearance
Preparing parts
Before starting pipe welding work, it is necessary to prepare the edges for the connection. I always do it in this order:
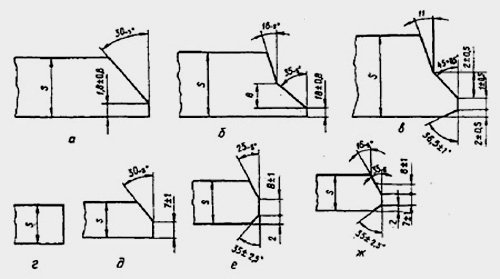
Various configurations of pipe edges when welding parts to each other.
- I check the pipes for compliance with the parameters specified in the design of the engineering system (plumbing). The instructions require compliance with the following parameters:
- geometric dimensions;
- certificate of conformity (especially for pipes through which drinking water is supposed to be transported);
- absence of defects in the circumference (pipes must be perfectly round, not oval in cut);
- absence of defects in thickness (the walls of metal pipes must be the same along the entire length of the part);
- compliance of the chemical composition of the metal with the requirements set forth in GOST of Russia (this is determined during laboratory testing or from accompanying documents).
Cleaning the pipe end with a grinding machine before welding.
- I am preparing the pipes for connection. To do this, I personally recommend doing the following:
- check that the pipe edge is cut strictly at an angle of 90 degrees;
- clean the edge to a metallic shine (the width of the cleaned area should be up to 10 mm from the cut);
- degrease the end, remove all traces of oil, paint, rust, and so on.
For a correct connection, it is necessary that the opening angle of the pipe cut edges is about 65 degrees, and the blunting value is 2 mm. If this is not the case, additional machining of the end must be performed.
For this purpose, special chamfer removers, grinders and trimmers are used. Specialists who design large-diameter pipelines use milling machines or special preparation methods (plasma or gas cutters).
Tools for processing pipe ends will help any novice craftsman in his work.
Do-it-yourself pipeline welding
Before you start directly welding the pipeline, you need to complete the following preparations:
- Clean the parts to be joined from coatings, oxides, grease and dirt.
- If there are significant irregularities at the ends of the pipes or their deformation, it is advisable to carefully trim them to obtain an ideal cut that can easily be joined to the same part.
- Cleaning the internal and external surfaces near the edge of the pipe to a depth of 10 mm or more to the state of pure metal.
Read also: Electric chain lopper telescopic pole saw
Steel pipes, as a rule, are butt welded and require welding of all edges along the height of the walls. To reduce the beads protruding into the pipeline, the angle of inclination of the electrode during welding should be less than 45 degrees relative to the horizontal.
The pipe welding process itself involves continuous processing of their joints until final welding. Rotary and non-rotary joints between pipes, the width of the walls of which does not exceed 6 mm, are boiled at least 2 times, that is, in 2 layers. When the wall thickness increases from 6 to 12 mm, 3 seams are applied, more than 19 mm - four, and so on.

A feature of pipe welding is that due to the need to overlap seams and the welding technology, which requires preliminary cleaning of the welded surface, the procedure for cleaning the surface from scale will have to be carried out after each layer in order to weld the next one onto it. As in most installation work, in this case the first seam is the most important and determines the quality of the entire work.
The entire edge of the pipe with its notches and bluntness should completely melt into it. This initial, fundamental seam is especially carefully examined for cracks and, if present, they are melted or cut out, repeating the welding of the fragment again.
The second and further layers are applied by slowly and smoothly turning the already made pipe connection. The end and beginning of all layers must be shifted relative to the previous one by 15-30 mm. The final layer is applied, making a smooth transition from the seam to the main pipe with a cleaned edge.
To ensure maximum quality of the seam, each subsequent layer is applied in the opposite direction relative to the previous one, that is, if the first was clockwise, then the second should be counterclockwise and vice versa. Closing the layers of the seam is not done end-to-end, but with a margin on each other - staggered.
Welding pipes on your own is quite a difficult task, but this is one of the most common types of work required of any welder. Therefore, if you want to master it, it is not only possible, but can also be extremely useful and profitable. To do this, you just need to understand the principles and technology of welding, and after a little practice on the easiest exercises, you can further hone your skills up to the level of professionals.
Electric welding technology is used to connect metal heating pipes. In this material you will find videos that will introduce you to this technology and you will be able to cope with the work yourself.
We bring to your attention a series of videos that will introduce you to the general theory of electric cooking. You will learn which electrodes are best to use in your work, as well as how to prepare pipes for welding.
This video shows the welding process itself. The wizard will tell you how to choose the current and describe the stages of work.
Continuing the topic - the next video.
The fourth lesson on pipe welding will tell you how to use special electrodes for welding pipes TsU-5.
In the last video, the master will tell you why second passes are needed and describe the intricacies of working with different types of electrodes.
If you need to insert heating pipes, this video will help you get the job done.
Another video tutorial for beginner welders that will teach you how to weld small diameter pipes.
“>
Fistula removal
How to weld a water pipe using electric welding with the maximum degree of reliability? The exact instructions depend on the nature of the damage. Let's start with how to eliminate a fistula in a water pipe, that is, a round hole from which liquid oozes.

In this case, you need to take a position that allows you to clearly observe the boundaries of the damage, and the electrodes are held perpendicular to the base to minimize the volume of water falling on them. Work is carried out from top to bottom until the hole is completely hidden by the deposited metal.
The procedure is as follows:
- metal is fused to the upper part of the fistula;
- 2 blows are made with a hammer immediately after the arc goes out. This promotes compaction of the material and eliminates pore formation;
- the cycle repeats from top to bottom;
- if there is thinning of the walls along the edges of the hole, they are strengthened using the method described above;
- when steam stops oozing out, the pipe wall becomes stronger. The current is set to a minimum to prevent through burning. The required volume of material is gradually deposited;
- To increase strength, the formed seam is tapped.
Checking the reliability of connections
Often you will have to control the quality of the weld seam and the tightness of the system yourself by visual inspection.
To do this, first the seam must be cleaned of slag and tapped with a light hammer. Next, visually inspect the seam itself for chips, cuts or cracks, poorly cooked pieces or burns through, as well as other defects.
The last step will be to measure the thickness of the seam. To do this, you can use standard instruments, as well as probes, templates and other devices.
Please note that the gas transmission or water supply system must also be checked for leaks. To do this, perform a test run of the liquid under pressure.
Safety rules when working with a welding machine
An important point when carrying out any electrical work, including welding metal pipes, is compliance with safety regulations. If they are neglected, a variety of injuries can occur, such as thermal skin burns, arc flash burns to the retina, electric shocks, and others.

Therefore, before starting work, you should perform the following steps:
- current-carrying conductors and components of the welding machine must be insulated;
- the body of the welding equipment and additional devices must be grounded;
- overalls and gloves must be absolutely dry;
- wear galoshes or lay a rubber mat in a small room for additional insulation;
- To protect your eyes and face, you should wear a protective shield when working.
Thus, we have partially explained how welding work should be performed on electrical equipment. Of course, for the job to be successful, you must have some practical skills. However, thanks to the information presented in the material, you will know where to start practicing. If you follow our recommendations, you will definitely be able to weld metal pipes at a decent level.











