: 10 Dec 2009, Influenza virus: details of personal life, volume 29, no. 5
Discussions about the need to transfer energy from gas and fuel oil to coal have been going on for many years - after all, there are incomparably more coal reserves on Earth than oil and gas. A real competitor to expensive fuel oil is “liquid coal” (coal-water fuel, VUT) - a homogeneous suspension of finely ground coal, water and a plasticizer. VUT is not explosive, it can be transported through pipelines, and when it is burned, the efficiency of boilers almost doubles, and harmful emissions are reduced. But in order to bring the VUT technology to widespread use, it is necessary to solve two main problems: to develop a method of grinding coal to obtain a highly reactive stable mass and to create effective designs of combustion devices capable of working with such an unusual type of fuel. These tasks were successfully solved thanks to the joint efforts of production workers and scientists of the Siberian Branch of the Russian Academy of Sciences. For the creation of an effective technology for burning “liquid coal” in small-scale power plants, the authors of the development were awarded a silver medal at the IX Moscow International Salon of Innovation and Investment and a Big Gold Medal at the SibPolytech-2009 exhibition
Fuel can be gaseous, liquid and solid. But to what category should the so-called “liquid coal” be classified, or, more precisely, VUT - water-coal fuel?
VUT is a homogeneous suspension of finely ground coal and water in an approximate ratio of 2:1, as well as a small amount of plasticizer used to change some of the characteristics of the suspension (fluidity, stability, etc.). This type of fuel has many advantages: it is not explosive, it can be transported through pipelines over long distances, and storage costs are low. Relatively cheap VUT can partially or completely replace expensive fuel oil.

But the main thing is that the degree of burnout of the combustible mass of “liquid coal” reaches 95-99%, and this is almost twice as much as with conventional combustion of dry coal. At the same time, the boiler efficiency increases to 80-85% compared to the 40-50% typical for solid coal. In addition, when burning CWF, harmful emissions of nitrogen oxides, carbon monoxide and fly ash particles are significantly reduced.
“Liquid coal” has one more advantage: it can be produced from waste from washing plants - coking coal and anthracite. For example, during the enrichment of coking coal at the Kemerovo enrichment plant alone, more than 1000 tons of waste are generated daily. When producing VUT, the savings are double: you get cheap energy and at the same time do not spend money on recycling a huge amount of waste.
Forgotten old
The technology of burning coal in the form of coal-water fuel has been theoretically known for a long time, but bringing it to practical application has proven to be very difficult. Research on the problems of production of CWF from various coals, its storage, transportation and combustion has been conducted since the 60-70s. last century.
In addition to developing the theory, attempts were made to use VUT in boilers in pilot production. This was done by both well-known domestic scientific schools (among them the Institute of Fossil Fuels (Moscow), VNIIPI Gidrotruboprovod (Moscow), the Krzhizhanovsky Energy Institute (Moscow)), and scientific teams in the USA, Canada, Italy.
Today, China has emerged as the world leader in this area, with three research centers and six factories producing CWF. The Celestial Empire is already supplying “liquid coal” by tanker to Japan.
However, the Chinese example is more an exception than a rule: VUT technology has not been widely replicated around the world. But in recent years they have started talking about it again. In 2007, the US Congress held hearings on the use of “liquid coal” as one of the basic energy carriers in the national energy program.
How is gasoline separated from coal?
It is worth noting that the processing of coal in order to obtain different types of motor fuel is not a myth at all. Moreover, there are two proven methods that were put into practice at the beginning of the last century.
In those days, Nazi Germany, striving to conquer all of Europe, provided its military equipment with fuel precisely in these ways, since it did not have its own oil deposits. At the same time, the country had deposits of brown coal, from which synthetic gasoline and diesel fuel were produced at two dozen factories.
For reference. Both methods were invented by different German scientists at the beginning of the 20th century, and accordingly received their names.
As it turns out, coal is not very different in chemical composition from oil. They have a common basis - flammable compounds of carbon with hydrogen, only the proportion of hydrogen in oil is much greater. If the amount of hydrogen in coal can be equalized with oil, then the production of liquid fuel will become a reality. Here are ways to solve the problem:
- hydrogenation, otherwise known as liquefaction (Bergius process).
- gasification followed by fuel synthesis (Fischer–Tropsch process).
To understand whether it will be possible to establish the separation of gasoline at home, you need to get a general understanding of these chemical and technological processes, which will be discussed below.
For small energy
What is the situation with “liquid coal” in our oil empire?
In the USSR and Russia, attempts were made to introduce VUT technology at large energy facilities. Thus, VUT produced from Kuznetsk coal was transported from the city of Belovo via a 262 km long pipeline to the Novosibirsk CHPP-5. The issues of obtaining composite liquid fuel from low-reaction coals, peat and oil refining waste were dealt with by employees of NSTU and Novosibirskenergo, and NPO Gidrotruboprovod developed the technology of environmentally friendly fuel ECOWUT.
However, testing of VUT technology in large-scale power generation was disappointing. The production of “liquid coal” turned out to be too complex and expensive, despite the fact that the fractional composition and characteristics of the final product were unstable. The service life of the injector nozzles did not exceed 40 hours, and the underburning of the fuel was more than 15%.
But these tests also had an undoubted advantage: the main tasks that needed to be solved in order to bring the VUT technology to fruition were clearly identified.
The first is the development of an effective method for grinding coal to obtain a highly reactive, stable plastic mass with minimal water content. The second is the development of effective designs of combustion devices and all related equipment.
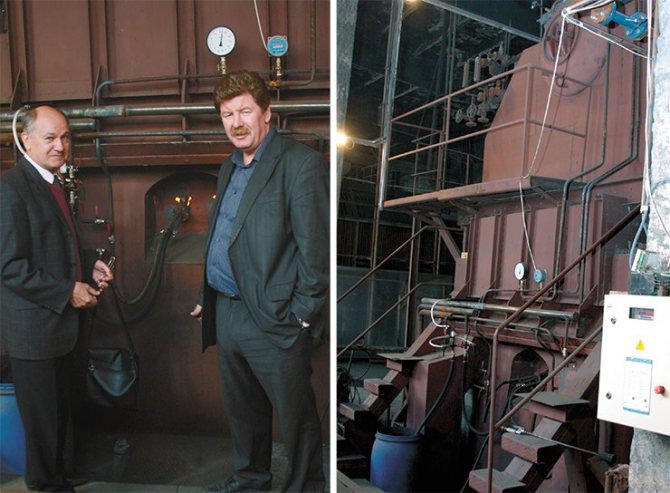
Novosibirsk scientists have been able to solve these problems over the past three years: the Institute of Thermophysics SB RAS, together with a wall block plant, have developed and implemented in a pilot industrial version all the main components of the technology for the preparation, storage and combustion of VWF, suitable for the needs of small-scale energy.
Scheme for the production of synthetic gasoline from coal coke
Since the mid-30s of the 20th century in Germany, the USA and other industrialized countries of the world, gasification technologies for condensed fuels have become widespread for chemical and technological purposes, primarily for subsequent synthesis from GG components (carbon monoxide and hydrogen ) various chemical compounds, incl. artificial liquid fuels and oils. In 1935, in England and Germany, 150 and 835 thousand tons of synthetic gasoline alone were produced from coal, water and air, respectively. In 1936, A. Hitler personally launched a new state program for the production of synthetic fuels and oils in Germany. In 1937, Franz Fischer together with Helmut Pichler (G. Tropsch left for the USA in 1931 and passed away four years later, in 1935) developed a method for the synthesis of hydrocarbons at medium pressure. Scientists used catalysts based on iron compounds, high temperatures and pressures of about 10 atm. These experiments were of great importance for the organization of large-scale chemical production of hydrocarbons. As a result of this process, high octane gasoline and paraffins were obtained as the main products. On August 13, 1938, at the hunting estate of Reich Minister of Aviation G. Goering Carinhalle, a discussion and adoption of a fuel production development plan, conventionally called “Carinhallplan,” took place. The choice of Goering's residence and himself as the head of the program was not at all accidental - at least a third of what was produced in the country was consumed by the Luftwaffe. Among other things, this plan provided for a sharp development in the production of synthetic motor fuels and lubricating oils. In 1939, the Fischer Tropsch process was launched on a commercial scale for brown coal, which is rich in deposits in central Germany. By the beginning of 1941, the total production of synthetic fuels in Germany (both by the Bergius hydrogenation method and the Fischer-Tropsch method) caught up with the production of oil, and then exceeded it. In 1941, Germany produced 4 million tons of synthetic motor fuels, oils and lubricants. In addition to artificial fuels, paraffin, fatty acids and artificial fats were synthesized from generator gas in Nazi Germany, incl. food. From 1 ton of equivalent condensed fuel using the Fischer Tropsch method, you can obtain, for example, 0.71 tons of ammonia or 0.67 tons of methanol (for methanol this is the most common modern production method) or 1.14 tons of alcohols (including VZhS - higher fatty alcohols) and aldehydes or 0.26 tons of liquid hydrocarbons. For more than six months (from the autumn of 1944, when the Red Army occupied the oil shipyards of Ploiesti (Romania), the only natural source of raw materials for the production of motor fuel controlled by Nazi Germany, and until May 1945), the function of motor fuels in the German army and the economy as a whole was performed by generator gas and artificial liquid fuels produced from this gas. Overall, wartime Germany was an empire built on solid carbon-based raw materials (primarily coal and, to a lesser extent, wood), air and water. 85% of motor fuel, 99% of rubber and methanol, 100% of enriched nitric acid (the main substance for all military explosives) were synthesized from these raw materials. Hydrogenation and coal gasification plants were the backbone of the German economy during this period. In particular, synthetic aviation fuel obtained from GG using the Fischer-Tropsch method covered 84.5% of the Luftwaffe's needs throughout the war. During World War II in Germany, the Fischer-Tropsch synthesis was used at eight plants to produce synthetic diesel fuel (about 600 thousand tons per year). The project was fully funded by the state. Similar factories were built in the occupied territories, in particular in Poland (Auschwitz), which operated until the 1950s inclusive. After the end of the war in Germany, all these factories were closed and partly, along with the technology, were exported as reparations to the USA and the USSR. By 1945, there were 15 plants in the world (mainly in Germany, the USA, China and Japan) designed for the synthesis of liquid hydrocarbons using the Fischer-Tropsch method. Due to the active use of GG in the chemical industry during the war and post-war years, it even received new names - “synthesis gas” (or “syngas”) and “product gas”. As for the domestic industry of synthetic liquid motor fuels, oils and lubricants, it is known that back in 1930, in the Leningrad laboratory of thermal engines under the leadership of Professor V. Gittis, experimental work began on adapting internal combustion engines to run on synthetic gasoline obtained from basis of gasification of Baltic oil shale. In 1938, at the Institute of Organic Chemistry of the USSR Academy of Sciences under the leadership of Academician N.D. Zelinsky began systematic research into the theoretical problems of the synthesis of hydrocarbons from synthesis gas (a mixture of CO and Hg) on metal (Co, Ni, Fe) catalysts. At the highest level, this task was set by the Chairman of the Council of People's Commissars of the USSR, Comrade. V.M. Molotov, speaking about the 3rd (1938...1942) five-year plan for the development of the national economy of the USSR. Soon after this, even before the war, the All-Union Scientific Research Institute of Gas and Artificial Liquid Fuel (VNIGI) was created in Moscow, where, even after the evacuation in the fall of 1941, work on the hydrogenation and gasification of coal, the production of synthetic gas, and pyrolysis continued in Kemerovo. resins and heavy petroleum products, synthesis of ceresin, etc. At the beginning of 1942, specialists from the USSR Academy of Sciences proposed building a number of fairly large factories for the production of artificial fuel from coal, shale, sapropelites, and various gases. The State Planning Committee calculated that if these proposals had been accepted, the costs would have been at least 1.1 billion rubles, while in 1942 it was planned to allocate approximately 1 billion rubles for the entire oil industry. However, in 1942, a small enterprise was already operating for the production of liquid fuel based on shale from Kashpir (12 km from the city of Syzran). In the same year, a small Usolsky plant was also built (Irkutsk region), which processed sapropelites and produced 5 tons of motor fuel per day. This is how it was illustrated and described technological process for producing synthetic gasoline from coal coke in the magazine “Technology for Youth” No. 2 - 3 for 1943 (see Fig. 1):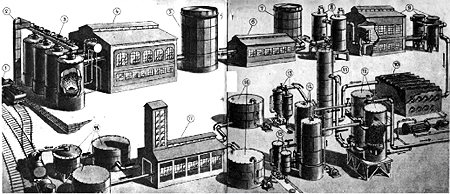
Rice. 1. Scheme for the production of synthetic gasoline from coal coke
“... The train with coke (1) approached the gas generator shop. With the help of conveyors (2), the coke enters the gas generators (3). Here it undergoes gasification, that is, it turns into a gas mixture consisting of carbon monoxide and hydrogen. From the generator shop (4), the gas enters the gas tank (5), and from there to the conversion shop (6), where the gas mixture is saturated with hydrogen. After this, the gas is collected again in a huge storage facility - a gas tank (7). The gas mixture thus obtained contains a large amount of carbon dioxide and other undesirable impurities. In towers (8) the gas is purified from carbon dioxide, and in apparatus (9) from sulfur compounds. Finally, the gas enters the synthesis workshop. In the retort chambers (10), complex reactions take place between the individual components of the gas mixture. They are accompanied by the release of a large amount of heat. The gas is cooled in heat exchangers (11). In this case, water vapor and heavy hydrocarbons (oils) condense. From heat exchangers, heavy hydrocarbons are supplied to settling tanks (13), and from there, bypassing tanks (16) and a distillation shop (17), to a warehouse (18). After the oils are separated, gasoline and light hydrocarbons will remain in the gas mixture. They are absorbed by activated carbon in special devices - absorbers (12). Steam is supplied to the absorbers. He takes gasoline to refrigerators (14). Here the gasoline vapors condense. Now all that remains is to separate the mixture. This is done in light gasoline settling tanks (15). Synthetic liquid fuel has been obtained. Having passed through the distillation workshop (17), it is ready for loading into tanks. This is what the scheme for producing gasoline from coal looks like.
It's all about the bubbles
To grind coal, Siberians use the most common ball drum mill
, allowing to obtain 10 tons of coal-water suspension per hour with a particle dispersion of about 100 microns. But this is only the initial stage of grinding. The main highlight of the new technology is a rotary bubble cavitation generator.
Cavitation phenomenon
(from Latin
cavitas
- emptiness), i.e. the formation of cavities in a liquid filled with gas or steam, has been known for a long time. A swarm of bubbles in a just uncorked bottle of lemonade or champagne is also cavitation.
Natural unpurified water, and even more so a suspension, does not withstand tensile stresses during intense turbulent movement in a rotary generator. Therefore, vapor-gas bubbles form in the water-coal mixture in those zones where the liquid experiences tension, i.e., mainly near solid particles.
With a local increase in pressure, the bubbles collapse, and the speed of movement of the walls of this “balloon” is very high due to surface tension forces. As a result, shock waves, high pressures (up to thousands of atmospheres!) and high temperatures are formed in the liquid.
In technology, such a phenomenon is extremely undesirable, since it can cause the destruction of devices moving in water, such as propellers, etc. But in our case, “evil” turns into good. Coal particles are effectively destroyed and crushed to 50-60 microns.
A comparison of different grinding methods showed that using a ball mill is much more economically profitable, but thanks to cavitation, the fuel becomes more reactive. Finally, cavitation is indispensable for the preparation of dense, poorly crushed types of coal. Therefore, it was decided to combine both technologies.
Thus, first the coal is ground in a ball mill and combined with water. Thanks to the addition of specially selected plasticizers, plastic CWF is obtained with a coal concentration of about 60-70%, which can retain its properties and not delaminate for a month. The fuel is activated by passing it through a rotary generator, just before combustion.
Airborne vortex
Getting the “right” fuel is important, but burning it correctly is equally important. In standard factory-made boilers, flaring of “liquid coal” is practically impossible, since the boiling pipes are placed directly on the walls of the boiler, which intensively remove heat.
The solution to this problem is known: the boiler furnace is separated into an autonomous heat-insulated unit without heat exchange surfaces. In such a unit, heating, drying, and combustion of fuel take place, and the generated hot gases are transferred from the furnace to the heat exchange part of the boiler. As a result, the temperature necessary for ignition of the fuel is maintained not only due to combustion, but also due to the radiation of heat from the walls of the firebox itself.

There are a number of combustion devices for VUT in the patent literature. They differ in the shape of the chambers and the layout of the fuel injectors
(devices for spraying liquid) and secondary air blast nozzles. There are other solutions, for example, returning hot flue gases to the furnace. Such gases contribute to the heating and drying of CWF and thereby stabilize its combustion, but at the same time they play the role of ballast and reduce the efficiency of fuel use.
Novosibirsk residents have developed fundamentally new combustion devices: the original shape of the combustion chamber. The optimal placement of pneumatic fuel injectors and air nozzles in it made it possible to organize a vortex air-droplet flow. As a result, the torch fills the entire volume of the chamber, and the temperature field in the firebox becomes uniform, while the maximum temperature decreases.
This low-temperature combustion process is characterized not only by the complete combustion of CWF, but also by a reduced yield of toxic emissions, in particular nitrogen oxides.
An important link in the VUT combustion technology is the fuel supply nozzle. Indeed, despite the high dispersion of coal particles and the visible plasticity of the suspension, CWF is a highly erosive product. Attempts to use known burner devices as a nozzle for spraying “liquid coal” failed: their service life did not exceed 30–40 hours.
Therefore, the nozzle also had to be reinvented. Thanks to the original design, the interaction of gas and fuel jets occurs outside the device itself, and abrasive destruction of the material does not occur.











