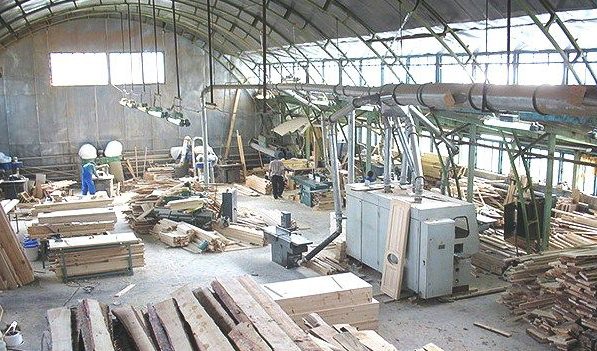
- Woodworking shop ventilation
- Ventilation of metalworking workshop
- Types of room ventilation
- Natural ventilation in industrial buildings
- Indoor air aeration
- Natural ventilation device in production
- Forced ventilation in industrial premises
- Types of industrial air intakes
- Types of industrial fans
- Dust collectors and filters for industrial use
- Supply ventilation in production
- Local air supply system in the room
- Features of calculations and ventilation devices in workshops for various purposes
- Features of ventilation of workshops of various types
"STRUZA ENGINEERING" implements engineering systems of a building or premises at your facility on a turnkey basis.
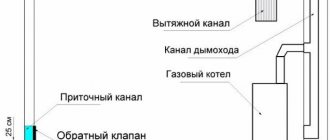
Send a request by email or call +7 (499) 113-68-14, and our engineer will prepare you our commercial offer. The fundamental difference between industrial ventilation is that the equipment copes with servicing large premises, often with very difficult microclimate conditions. Harmful substances, hot steam or dust may be released into the air. The main task of exhaust ventilation in industrial premises is to quickly “catch” all unwanted impurities and remove them without harming the environment.
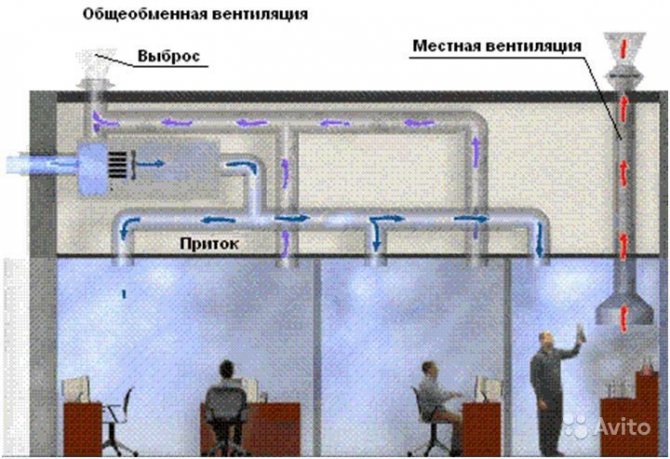
Types of room ventilation

According to the method of air movement, there are two types of ventilation:
- mechanical;
- natural.
According to the principle of operation, all ventilation units are divided into:
- Supply air (to supply fresh air) can be local (oasis, curtain or air shower), as well as general (directed or dispersed inflow).
- Exhaust (evacuate exhaust air), can be general or local.
Natural ventilation in industrial buildings
Any natural supply or exhaust ventilation of a production facility operates using the difference in temperature and air pressure in the workshop and outside. This means that the driving force of natural draft is wind and thermal pressure.
Due to temperature changes, expanded warm air masses are forced out of the workshop, and clean, cold ones are drawn in to take their place. An area of high pressure is formed in the windward area, increasing the flow of fresh air from outside. On the leeward side of the building, on the contrary, the pressure is always lower, which promotes the outflow of exhaust air. Physical laws are successfully used for ventilation of enterprises with intense heat generation. But not in all cases, powerful air exchange guarantees the creation of all the necessary conditions for personnel to work.
The more noticeable the temperature difference near the floor and ceiling of the workshop, and the higher the room, the more efficient the system will work.
If there are cracks in the walls and windows of the workshop, doors or gates are often opened, drafts are likely to appear and the temperature drops. In summer, in areas far from doors and windows, ventilation standards for industrial premises are violated.
Types of industrial ventilation
Like domestic, industrial ventilation there are two main types.
- Natural – exhaust ventilation, in which air circulation in the facility is carried out due to the natural flow of air masses through the ventilation ducts. The operation of such a project is based on the difference in temperatures and pressures inside and outside the premises. The design of natural type industrial ventilation must take into account the amount of heat emanating from production equipment.
- Forced ventilation system of premises in which specialized equipment is used to circulate air masses. This scheme is good because its performance and efficiency are completely independent of weather conditions, and the supply and exhaust of air is ensured by fans and other equipment.
Each of these industrial ventilation systems has its own installation and operation features, as well as advantages and disadvantages.
For example, installing industrial ventilation of a natural type will allow you to significantly save on room ventilation, but mechanical supply ventilation will cope with the exhaust and supply of air, regardless of the outside air temperature and other factors.
Indoor air aeration
Aeration in some cases creates effective air exchange based on natural draft. To implement this, aeration lanterns are installed - specially designed ventilation elements.
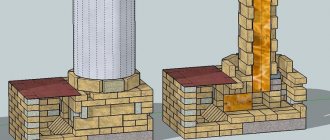
Sometimes during the construction of a production facility, ventilation calculations are not made and the equipment is not installed. Then it is possible to place shafts and channels in a ready-made workshop that operate due to thermal pressure. Mine exits are covered with deflector heads. The wind blows across the deflector and forms a vacuum area in the pipe, increasing air suction. A similar system is widely used in agricultural and livestock buildings, forges, and small bakeries. The pipe is installed on the highest ledge of the roof.
Aeration is one of the most effective examples of natural industrial ventilation. It is used in industries with abundant formation of gases, poisons and heat.
Natural ventilation device in production
In the buildings served, 3 levels of openings with specially designed windows are installed. The first two rows of openings are located at a height of 1-4 meters from the floor. Light-aeration lanterns with adjustable vents are installed in the roof.
In summer, clean air streams enter through the lower transoms, and dirty air flows upward. In the cold season, air penetrates through the middle row of vents and, warming up, reaches the level where the personnel are located.
The intensity of ventilation is regulated by different positions of the vents. When calculating the ventilation of a production room, the area of vents and openings is determined. Since the worst time for the system to operate is warm, windless weather, it is taken as the reference point.
In windy weather, natural draft works better. But with a combination of a certain force and direction of the wind, reverse draft can be created.
Clean air mixed with dust and gases is directed to areas where people are located. To prevent the spread of dust and dirt, install lanterns of a non-blown design with wind protection.
During the hot season, the supply air is cooled by spraying cold water into it from nozzles located in the area of the vents. The air cools and humidity increases slightly.
There are some requirements for buildings with natural aeration:
- its perimeter must be open to air;
- Single-story workshops or those located on the top floors of high-rise buildings are aerated.
It is very difficult to install natural ventilation in multi-bay industrial premises. With a workshop width of more than 100 meters, delivering clean air to the center of the building is practically impossible. Then, for aeration, unblown Baturin lanterns with a separate channel for exhaust and inflow are installed. In winter, such a system can cause an undesirable drop in temperature in the working area of the production premises. Therefore, in multi-bay workshops, forced ventilation with inflow heating is usually installed.
All aeration elements are controlled mechanically.
The advantage of this type of ventilation of industrial premises is the ability to provide powerful air exchange.
Another advantage is the low cost of the mechanisms.
Flaws:
- weather dependence;
- complexity of management;
- impossibility of providing remote workplaces with fresh air.
Aeration, as a type of ventilation of industrial premises, is unacceptable if the technology involves the spread of harmful impurities and dust. Because filtration of waste air masses is impossible.
Types of ventilation systems in production
Of course, production facilities place not only high demands on ventilation. Given the large area and often difficult working conditions, ventilation of industrial premises is carried out in slightly different ways than for a residential building, for example.
The following types of industrial ventilation can be distinguished:
- Natural.
- Mechanical.
Depending on which circulation method is chosen for a given room, ventilation is divided into local and general exchange.
And the systems themselves for air ventilation in industrial premises are divided into:
- exhaust units - which forcefully remove large volumes of air from a workshop or any other room.
- air supply units - they, in turn, ensure uninterrupted supply of fresh air into the ventilated room.
Forced ventilation in industrial premises

Supply or exhaust ventilation schemes for industrial premises using mechanical draft make it possible to bring the parameters of the air supplied to the premises to the required ones (humidify, filter, cool, heat and neutralize the air).
Advantages of forced ventilation:
- its work is not related to the outside temperature;
- Air can be supplied or removed from the required point;
- it is possible to change the ventilation rate of the production premises within any limits;
- You can make an accurate calculation of exhaust or supply ventilation of a production room.
Among the types of ventilation of industrial premises used today, the most widespread is forced exhaust.
Ventilation of industrial premises limits the spread of dirty air and removes it directly from the source.
The quality of local ventilation in a production room is affected by the correct selection of equipment, the shape of the air intakes, and the degree of rarefaction of the atmosphere.
All types of exhaust systems for ventilation of industrial premises consist of the following components:
- suction (air intake);
- fan;
- air ducts;
- filters;
- exhaust duct.
The entire volume of dirty air must be captured by the air intake and then transmitted through the local ventilation system of the production room.
Types of industrial air intakes
There are two types of suction or air intakes for ventilation systems:
- closed;
- open.
Open type ventilation air intakes consist of:
- protective casing;
- exhaust hood;
- on-board or articulated-telescopic suction systems (installed directly at the workplace);
- movable air intakes.
Such receivers are distinguished by the fact that the opening for the intake of dirty air is located a little further from the place of its release.
The protective anti-dust casing eliminates the column of dust (the so-called dust torch), which is formed, for example, in carpentry: during grinding, polishing, on sharpening machines. The device contains a visor and is installed across the movement of dust particles.
The local ventilation rate of the production area is calculated based on the speed and diameter of the grinding or grinding wheel.
Exhaust hoods reduce the spread zone and remove hot air containing dangerous impurities and rising upward according to the principle of convection. The size of the umbrella should completely cover the area of the hot air source. Umbrellas are made with or without overhangs. Overhangs are made of rigid sheets or thick fabric. Open umbrellas are more convenient, since the overhangs do not interfere with staff access.
In hazardous industries, the speed of air flow entering the umbrella should be 0.5 meters per second and higher. If the umbrella removes hot air without impurities, the speed should be between 0.15 and 0.25 meters per second.
Air intakes in the form of slots or side suctions are installed in pickling and galvanic baths. The air moves over the bathroom and draws out harmful fumes of alkalis and acids before they spread throughout the room.
If the width of the bathroom is small (up to 70 cm), single-sided suction units are installed.
Wide baths are equipped with double-sided suction, as well as structures that blow off vapors from the surface of the liquid, “with blowing”.
The volume of air passed through such devices depends on the surface area of the liquid, the degree of toxicity of the vapors, and the temperature of the liquid. Since vapors quickly destroy metal structures, the ventilation of industrial premises in this area is made of sustainable materials, such as PVC.
In welding and soldering shops, suction units are installed on vertical or beveled panels with many holes.
Telescopic and articulated suction units are very common. Thanks to the retractable pipe, the suction end can be brought closer to the required location.
In workshops with semi-automatic welding machines and soldering irons operating in carbon dioxide, suction units are mounted directly into the tools. Such equipment is effective with air exchange up to 20 cubic meters per hour.
If the welder’s place of work is not fixed, mobile suction units are used, some of which are attached to the welding machine with suction cups.
Closed type suction:
- fume hoods;
- cabins;
- shelter boxes;
- cameras.
Fume hoods are installed in workshops where toxic fumes and gases are released abundantly.
Shelter boxes do not have open openings and are used in industries with radioactive and especially toxic substances. The worker performs all manipulations using rubber gloves and built-in sleeves or mechanical devices.
Local exhaust ventilation in industrial premises with complete isolation of sources of hazardous emissions is called aspiration and is considered one of the safest and most effective schemes.
Types of industrial ventilation
Based on the method of air movement, ventilation is divided into natural and mechanical.
Depending on the method of organizing air exchange, ventilation can be local or general.
According to the principle of operation, ventilation units are divided into:
1) exhaust (designed to remove air), which in turn can be local and general;
2) supply air (supply air), which are divided into local (air showers, curtains, oases) and general (scattered or concentrated inflow).
With natural ventilation, air exchange occurs due to the difference in temperature, and therefore the specific gravity of the air inside and outside the production room, i.e. they work under the influence of thermal pressure and due to the influence of wind (wind pressure).
The greater the temperature difference in the upper and lower zones of the room and the greater the height of the latter, the greater the effect of these sources.
The difference in air temperature inside the room (where it is higher) and outside causes cold air to enter the room and displace warm air from it. When the wind acts on the windward side of the building, excess pressure is created and fresh air enters the room. A reduced pressure is created on the windward side of the building, resulting in the removal of warm or polluted air from the room. These phenomena are widely used for natural ventilation in workshops with excessive heat generation. However, large air exchanges created by natural ventilation do not always provide the proper hygienic effect.
With a large area of leaks in the outer fences of industrial buildings, opening gates and doors in the cold season due to heat and wind pressure, drafts and overcooling of the working area may occur, and if workplaces are located at a great distance from places where outside air enters in the summer, on the contrary, conditions of insufficient ventilation of the working area. In order to ensure normal natural ventilation, special organization and management of air exchange is required.
Natural ventilation of industrial premises can be unorganized and organized.
With unorganized ventilation (ventilation), air enters and leaves through windows, vents, special openings, as well as through leaks in external fences (infiltration).
Organized, controlled natural ventilation of industrial premises is called aeration. It is carried out using specially created structural elements of industrial buildings - aeration lanterns.
If there are no skylights in the ceilings of buildings, natural ventilation can be somewhat improved with the help of special channels or shafts operating under the influence of thermal pressure. For this purpose, the shafts are equipped with special attachments - deflectors (Fig. 13). The action of deflectors is based on the fact that the wind, blowing around the nozzle, creates a vacuum in it, due to which the deflector helps suck air through the shaft. To fully utilize the wind pressure, the shafts must be placed on the highest areas of the roof. Shafts with deflectors are used to remove contaminated or overheated air from relatively small premises (cowsheds, pigsties, agricultural workshops), as well as for localized removal of hot gases from forges, furnaces, etc.
Rice. 13. Deflectors.
A - star-shaped (horizontal section); B — “TsAGI” (vertical section); high pressure zones (+); rarefaction zones (-).
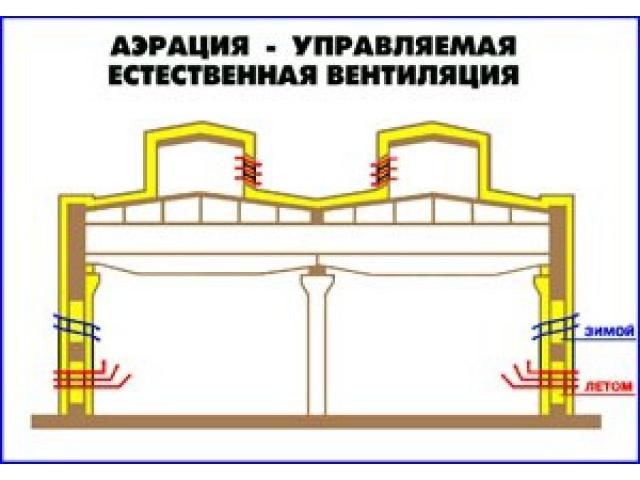
The most rational way of natural air exchange is aeration. It is used to ventilate workshops with large excess heat, helping to remove not only excess heat, but also harmful vapors and gases. Aerated buildings (Fig. 14) are equipped with three rows of openings (1 - 3), equipped with special transoms. In the walls of buildings, openings are arranged at two levels: at a height of 1 - 1.5 m from the floor (1) and at a height of 4 - 6 m from the floor (2). In the upper part of the building (usually in the ceiling) glazed light-aeration skylights are equipped, the openings of which are equipped with transoms that can open to the required size (3).
In summer, fresh air enters through the open lower openings (1) and is removed through the upper ones (2). For a diagram of the movement of air flows when there is no wind, see Fig. 14, a, b and in windy weather - c, d. In winter, outside air enters through the upper openings in the walls. The height is taken in such a way that the cold outside air, falling to the working area, has time to warm up sufficiently due to mixing with the warm air of the room. This prevents workers from becoming overcooled.
Air exchange is regulated by changing the position of the transom flaps. When calculating aeration, the required area of openings is determined. The calculation is made for summer time with no wind, as the most unfavorable for aeration.
The action of wind usually has a beneficial effect on air exchange, enhancing it. However, in certain wind directions, it is blown into the upper openings of the building's lanterns, as a result of which the flows of outside air are mixed with dust and gases and enter the work area. To eliminate this phenomenon, so-called non-blown lanterns equipped with windproof shields are installed.
The air entering the workshop during aeration can be cooled by finely spraying water using nozzles in the plane of the supply openings. As water evaporates, it lowers the temperature of the surrounding air and slightly increases its humidity. The use of artificial cooling of the supply air of aeration devices is especially important in the southern regions of the country.
Rice. 14. Aeration of buildings.
a, b - opening of the doors of the openings when there is no wind in the warm and cold seasons; c, d - the same, with a side wind; 1 - 3 - openings.
Aerated buildings must meet certain architectural and construction requirements. The building must be free around the perimeter to allow outside air to enter through aeration openings. As an exception, an extension is allowed, but not more than 40% of the length of the longitudinal walls.
The best aeration conditions are created in single-span, one-story buildings of sufficient height. It is allowed to place aerated workshops in the upper floors of multi-story buildings.
Great difficulties are encountered with natural ventilation of multi-span buildings, the width of which can reach 100 - 200 m or more. Under these conditions, supplying fresh, unpolluted air to workstations located in the center of the room is practically impossible. In these cases, aeration is carried out through special lanterns designed by Baturin, in which the inflow and exhaust are separated (at the same time they are not blown out). It must be borne in mind that aeration of multi-span buildings with inflow through openings in the roof with small excess heat in winter can lead to overcooling of the working area. In such rooms, mechanical ventilation with air heating should be provided.
Reliable mechanisms must be equipped to control aeration. The advantage of aeration is the ability to carry out large air exchanges (up to several million cubic meters per hour). The design of an aeration system is cheaper than mechanical ventilation systems, but is much more difficult to manage, since it depends on weather conditions: the amount of air exchange can vary significantly depending on wind speed, temperature conditions inside the building and other conditions. As a result, in summer, ventilation efficiency can be significantly reduced due to an increase in outside air temperature, especially in calm weather. With aeration, it is not always possible to supply fresh air to all workplaces, especially remote ones.
A serious obstacle to the use of aeration is that, along with excess heat, the air in the corresponding work areas also contains harmful vapors, gases and aerosols, the release of which into the outside atmosphere without purification is unacceptable. When using aeration, cleaning the ventilation air is impossible.
Mechanical ventilation. Unlike natural ventilation, mechanical ventilation allows for pre-treatment of the supply air (cleaning, humidification, heating or cooling) and removal of dust, gases and other impurities from the exhaust air before releasing it into the atmosphere. Other advantages of mechanical ventilation include uniform operation all year round in the required volumes, regardless of external weather and climatic conditions, as well as the ability to supply air to any point in the workroom and remove air from any point; if necessary, the amount of air exchange can be changed within significant limits.
In the fight against industrial hazards, local mechanical exhaust ventilation takes a leading place. It is designed to capture and remove contaminated air directly from the places of formation or release of harmful emissions. The effectiveness of local exhaust ventilation depends on the rational choice and perfection of the design of the local exhaust air intake, the degree of cover and the sufficiency of the vacuum created by the installation, and other conditions.
The elements of the exhaust unit (Fig. 15) are a suction (air intake), through which air is removed from the room, air ducts; fan; equipment for air purification from dust and gases; device for air release - exhaust shaft.
Rice. 15. Scheme of mechanical exhaust ventilation:
1 — air intake; 2 - air ducts; 3 - fan; 4 — device for air purification; 5 - exhaust shaft.
Local exhaust ventilation suction units are divided into open and closed types.
Local open-type suctions include: protective and dust-removing casings, exhaust hoods, side suctions, articulated-telescopic suctions built into workplaces, tools, movable suctions. A characteristic feature of open-type suction systems is that the suction hole is located at some distance from the source of formation or release of harmful substances.
The protective anti-dust casing (Fig. 16) is used to remove the dust torch generated when processing materials using sharpening, grinding, polishing wheels. The casing is attached in the direction of particle movement and is equipped with a special visor. The calculation of the required air exchange is made taking into account the diameter of the circle, its rotation speed and other conditions.
Exhaust hoods serve to localize and remove excess convection heat and other harmful substances that create a stable upward flow with heat release. The area of the umbrella should cover the area of harmful emissions. Umbrellas are made open on all sides and with overhangs, which can be made of hard material or dense fabric, which facilitates production operations under the umbrella.
When removing heat and moisture, the speed of air movement in the horizontal section of the umbrella can be small (0.15 - 0.25 m/s), and when removing toxic substances and dust, according to specific conditions - usually 0.5 - 1.25 m/s and more.
Rice. 16. Protective dust cover.
Rice. 17. Onboard suctions.
a - double-sided; b - onboard suction with blowing.
Side suction (slot-shaped air intakes) are used mainly in galvanic, pickling baths, etc.
The principle of their operation is that the air drawn into the gap, moving above the surface of the bath, carries with it harmful substances (vapors of acids, alkalis, etc.), preventing their spread in the air of the working room.
The suction systems are single-sided (with a bath width of up to 0.7 m), double-sided (with a width of 0.7 - 1 m) and with “blow-off”, i.e. with blowing off vapors from the bath mirror with a jet of air (Fig. 17).
The amount of air removed by onboard suction depends on the area of the bath mirror, the toxicity of the released harmful substances, the temperature of the solution and other conditions. Since acids and alkalis have a strong corrosive effect on metal, structural ventilation elements in electroplating shops are usually made of anti-corrosion materials, such as vinyl plastic.
When soldering and welding, suction is used in the form of beveled panels or rectangular holes in the vertical plane of the workplace.
Articulated-telescopic suction units are widely used, allowing the suction pipe to be moved within certain limits and thus brought closer to the place where harmful substances are released.
Suction units built into tools are used for soldering, semi-automatic welding in a protective atmosphere of carbon dioxide, etc. Effective operation of local built-in exhaust units is achieved at relatively low air flow rates - 12 - 20 m3/h.
When welding at non-fixed workplaces, movable suction units are used, which are installed in close proximity to the zone of formation of harmful emissions. Such suction units can be attached with special pneumatic suction cups directly to the instrument.
Closed type suction systems include fume hoods, shelter boxes, chambers and cabins.
Rice. 18. Centrifugal fan. a - snail-shaped body; b - impeller.
Rice. 19. Axial fan.
Fume hoods are widely used in various operations involving the release of harmful gases, vapors, etc.
Shelter boxes without open openings are used when working with particularly toxic and radioactive substances. Boxes are equipped with manipulators or built-in rubber sleeves and gloves.
Local closed-type exhaust ventilation with complete concealment of sources of harmfulness is the most effective method of ventilation; it is called aspiration.
To move air in mechanical ventilation systems, special blowers are used, which are driven by electric motors. The most common are centrifugal (radial) and axial fans.
A centrifugal fan (Fig. 18) consists of a snail-shaped body with a blade wheel located inside it. When the wheel rotates, air is sucked in through the air intake hole and, under the influence of centrifugal force, changes its direction to radial, enters the discharge hole of the casing and then into the air duct, creating a certain pressure.
The air moved by fans can contain a wide variety of harmful substances in the form of dust, gases, acid and alkali vapors, as well as explosive mixtures. In accordance with this, special fan designs are used: a) standard designs to move clean or low-dust air with a temperature not exceeding 80 ° C; b) anti-corrosion design - for moving aggressive media (vapors of acids, alkalis); c) spark-proof design - for moving explosive mixtures; d) dust - for moving dusty air (dust content more than 100 mg/m3).
Fans are distinguished by numbers. The fan number corresponds to the diameter of the impeller in decimeters.
An axial fan (Fig. 19) consists of blades located obliquely to the plane of rotation, enclosed in a cylindrical casing. When the wheel rotates, air moves parallel to the axis of rotation. Axial fans are used in short-term systems, mainly for general exchange and emergency hoods, as well as in mine ventilation. Their advantage is reversibility, i.e. they can work both for inflow and exhaust, depending on the direction of rotation of the blades.
To supply air to the designated places, air ducts are installed. They are usually made of sheet steel, but in the presence of aggressive agents in the air (vapors of acids, alkalis, etc.) - made of stainless steel, ceramics, plastics, wood and other materials.
Contaminated air removed from production premises must be purified in order to prevent pollution of the surrounding atmosphere.
An important indicator of the operation of ventilation equipment is the efficiency of air purification, which is determined by the formula:
where G1 is the amount of dust retained in the dust collector, mg/m3; G2 - amount of dust before cleaning, mg/m3.
If the required cleaning efficiency is achieved in one dust collector, then such cleaning is called single-stage; if the exhaust air is highly polluted, multi-stage cleaning is used to obtain the required purity.
Based on the principle of operation, design and purpose, there are various types and types of dust collectors. The choice of cleaning system is determined by the physical and chemical properties of the dust (concentration, dispersion, shape, chemical composition).
Rice. 20. Dust settling chambers.
a - simple; b - labyrinthine; c - with a fender shield; 1 - incoming air; 2 - exhaust air.
The simplest dust collectors are dust-sediment chambers (Fig. 20), in which dust from dust-laden air settles as a result of a sharp decrease in the speed of its movement. Dust settling chambers are suitable only for rough air purification from impurities, have low efficiency and are not currently found in practical use in industrial ventilation.
To clean the air from dust with a dispersion of more than 10 microns, inertial dust collectors - cyclones - are used.
The cyclone (Fig. 21) is a metal reservoir that tapers at the bottom. Air enters the cyclone tangentially to its inner surface in the upper part. In this case, dust particles under the influence of centrifugal force are thrown towards the walls of the cyclone, lose speed when hitting them and enter the lower part of the cyclone, where they are collected in a special dust collector. The purified air leaves the cyclone through the exhaust pipe. Sometimes, instead of one large cyclone, two or more small cyclones (multi-cyclones) are installed, which increases the efficiency of air purification to 90% or more.
Dust retention increases significantly when water is sprayed inside the cyclone. Centrifugal scrubbers and cyclone washers are designed according to this principle. Dust from them is removed along with water in the form of sludge into special settling tanks.
In recent years, highly efficient rotary dust collectors (rotoclones) have found practical application, which purify the air from solid and liquid impurities due to centrifugal forces and Coriolis forces that arise when the rotor rotates. Structurally, they are made in the form of a centrifugal fan, which, while moving air, cleans it of dust particles measuring 10 microns or more.
Rice. 21. Cyclones. a - simple cyclone; b — cyclone LIOT.
Electric precipitators are used to clean ventilation air from dust. The operation of electrostatic precipitators is based on the creation of a strong electric field using high-voltage direct current supplied to special electrodes. In this case, the air is ionized, and dust particles, receiving a charge, settle on electrodes with the opposite charge. These electrodes are periodically shaken using special mechanisms, after which the dust is collected in dust collectors and removed. Coke and gravel filters irrigated with water are used (Fig. 22). In them, as shown in the figure, the air passes through a constantly moistened filler, is cleaned, and the dust, along with water, flows along an inclined wall into a special sump.
Rice. 22. Gravel filter.
a - gravel layer; b - inclined bottom; c - irrigation nozzles.
For fine and medium purification of air from impurities in supply and exhaust ventilation systems, filters are widely used in which air is passed through porous filter materials capable of retaining dust, oil aerosols and other impurities. Mesh, fabric, felt, metal or porcelain rings, and various porous materials are used as filter materials. A common disadvantage of such filters is their limited service life due to rapid clogging of the material. Self-cleaning oil filters, etc. have been proposed. Despite the many proposed options, the problem of cleaning ventilation emissions from harmful gaseous, biological and other impurities, and even just dust, remains difficult. Purification is based on the use of such physical and chemical phenomena as absorption and adsorption, chemisorption, catalytic and high-temperature afterburning, etc. Its effectiveness depends on accurate knowledge of the composition of emissions, their constancy, correct operation of facilities, etc. In cases where Using a hood, it is necessary to remove very aggressive environments capable of dust explosions, or highly flammable explosive gases (acetylene, ether, etc.), ejection units are used (Fig. 23).
The principle of operation of the ejector is that, using a compressor or high-pressure fan located outside the ventilated room, a stream of air is supplied through a pipe to the nozzle, which comes out of it at high speed and creates a vacuum in the chamber, where the mass of air from the room is drawn. In the following chambers (confuser and neck) the air is mixed, in the diffuser chamber the dynamic pressure is converted into static pressure and then the air is discharged outside.
Rice. 23. Ejector.
1 - compressed air pipeline; 2 - nozzle; 3 - vacuum chamber; 4 - confuser; 5 - neck; 6 - diffuser.
Rice. 24. Air shower.
Local supply mechanical ventilation serves to create the required hygienic air conditions in a limited area of the production premises. Local supply ventilation installations include air showers, air and air-heat curtains, and oases.
An air shower (Fig. 24) is a stream of fresh air directed at the worker in order to prevent overheating by improving the heat transfer of the body through convection and evaporation. Air showering is used in hot shops at workplaces where workers are exposed to infrared radiation with an intensity of 350 W/m2 or more.
Air temperature and blowing speed are determined by the intensity of irradiation, the severity of the work and the time of year (air temperature ranges from 18 - 24 ° C, air speed 0.5 - 3.5 m/s). The speed of air movement should increase proportionally with increasing intensity of radiation and severity of labor. It is larger in the warm season. The supply air temperature is inversely related to the specified conditions. Special branch pipes are installed on the supply air ducts, allowing the direction of the jet to be changed depending on the position of the worker (Fig. 25).
Along with stationary air shower installations, mobile ones are also used, which use an axial fan. The cooling effect of shower units is enhanced by finely dispersed water spraying in a stream of air. However, this method is not applicable in workshops with significant air dust.
Rice. 25. Shower pipe with guide nozzles.
Air oases provide for the improvement of meteorological conditions in a limited area of the room, which is fenced off on all sides with light movable partitions and filled with colder and cleaner air at specified speeds.
Air and air-thermal curtains are installed to protect workers from cooling by air penetrating through gates or other openings in external fences, as well as to prevent the penetration of air from adjacent rooms through frequently opened openings. There are 2 types of curtains: air curtains with air supply without heating and air-thermal curtains with heated supply air in heaters. The supplied air through the slot-shaped air duct enters at a speed of 10 - 15 m/s at a certain angle towards the cold flow, preventing it from entering the room, and, partially mixing with it, enters the work room.
General ventilation is most often used in cases where harmful substances, excess (mainly convection) heat, and moisture are released dispersed throughout the work area and it is not technically possible to remove them using local suction, as well as in cases where it is necessary to dilute up to the maximum permissible concentration, the remaining air not captured by local suction.
The operating principle of general ventilation is based on diluting polluted, overheated or waterlogged air to levels that meet hygienic requirements, which is less effective and significantly less economical.
Supply ventilation device. The supply air must be processed: heated or cooled, cleaned of dust, and in some cases humidified.
The supply ventilation unit (Fig. 26) consists of a device for air intake - an air intake, air ducts, filters for cleaning the air from contaminants, air heaters for heating the air, a fan, air distributors or nozzles through which air is supplied to the room. The filter, heater and fan are usually installed in the same room, in the so-called supply ventilation chamber.
Rice. 26. Scheme of mechanical supply ventilation.
1 — air intake; 2 - air ducts; 3 - filters; 4 — heater; 5 - fan; 6 - air distributors.
The intake of outside air by fresh air ventilation units is carried out through special air intake devices (shafts, openings in walls), which should be located in the cleanest area, at a height of at least 2 m above ground level (to avoid the entry of dust rising from the surface). When constructing multi-span interconnected buildings, it is allowed to place air intake openings above the roof of the building. It is important to correctly place air intake devices and air removal shafts relative to each other, as well as exhaust aeration lanterns, taking into account the wind rose. Air intake devices must be protected by canopies, grilles, and blinds.
As already noted, if necessary, the supply air is cleaned; For these purposes, filters of various designs are used (with porous filter materials, fabric, etc.). The condition of the filters must be systematically monitored.
Rice. 27. Air humidification by spraying water in nozzles.
1 – intake of return (recirculation) air; 2 - water supply; 3 – sprayers (nozzles); 4 – droplet separator; 5 – heater; 6 – fresh air supply; 7 – supply air duct; 8 — supply fan.
Rice. 28. Air distribution nozzles of various types.
Air heating in the cold season is carried out by air heaters. Hot water or steam is used as a coolant. Humidification of the supply air is carried out in special units - irrigation chambers, usually by fine spraying of water (Fig. 27). It may be necessary to humidify heated air in winter, since its relative humidity can drop to values significantly lower than normal. Air cooling is achieved by spraying water or passing coolant through the heater.
Ventilation chambers must be as sealed as possible to avoid the suction of contaminated air from adjacent rooms, and located outside the zone of excess heat, dust and gas contamination. They must be kept clean and have easy access for observation, equipment operation and cleaning.
Air ducts in supply ventilation installations are usually made of sheet steel and have a round or rectangular cross-section. On the main air ducts, as well as their final branches, dampers or valves can be installed to regulate the air supply. Whenever possible, the laying of air ducts throughout the workshop should not clutter up the premises, interfere with the production process, reduce natural light and create shadows under artificial lighting.
Air distribution in the room is carried out using special devices - air distribution nozzles (Fig. 28), which ensure the specified direction and speed of movement of the supply air. Air speed and temperature are determined by calculation taking into account regulatory requirements.
Calculation of the required air exchange (L1, m3/g) during general ventilation is carried out using the formulas for diluting harmful vapors and gases:
where G is the amount of harmful substances entering the premises; qvyt — concentration of harmful substances in the removed air; qpr is the concentration of harmful substances in the supply air. To absorb excess heat:
where Q is the excess amount of heat, W; text — exhaust air temperature; tpr — supply air temperature; c is the volumetric heat capacity of air, kJ/s m3.
When several harmful substances of unidirectional action are simultaneously released, the calculation of general ventilation should be carried out by summing the volumes of air required to dilute each substance separately to the maximum permissible concentration established for each of them.
The extraction and distribution of air during general mechanical ventilation can be dispersed or concentrated. When organizing air exchange, it is necessary to proceed from the fact that the air should be extracted from the areas of greatest pollution, and supplied as close as possible to the permanent residence of workers at a height of 1.5-2 m from the floor and at a temperature in accordance with sanitary standards, taking into account specific conditions. However, supply air can be supplied to other zones.
Thus, in rooms with excessive heat generation, in the absence of air pollution with harmful substances, supply air of a lower temperature can be supplied at a height of 3 - 4 m from the floor, so that when it mixes with the warm air of the room, it does not cause hypothermia for workers.
In dusty rooms, air is supplied to the upper zone at low speeds so as not to interfere with dust sedimentation and not to raise already settled dust into the air.
In rooms with excess moisture content, air is also supplied to the upper zone.
recirculation in supply and exhaust ventilation systems is used in the cold and transitional seasons in order to save heat spent on heating the air. During recirculation, part of the air removed from the room after appropriate cleaning of harmful substances is sent back into the room.
In accordance with regulations, when using the recirculation principle, the following conditions must be observed: the amount of outside air must be at least 20% of the total amount of air supplied to the room; the air entering the room should not contain more than 30 maximum permissible concentrations of harmful substances of the 4th hazard class. If there are more harmful substances in the air - hazard classes 1, 2, 3 - recirculation is prohibited. The use of recirculation is also unacceptable in industrial premises, the air of which may contain unpleasant odors or pathogenic bacteria, viruses, and fungi. Recirculation is not permitted in fire hazardous areas.
Air conditioning is the creation and automatic regulation of specified microclimate parameters and sanitary parameters (temperature, humidity, air mobility) in premises. Air conditioning systems must supply dust-free air. Sometimes it is subject to requirements for cleaning from bacteria, ionization, deodorization or aromatization.
In industrial enterprises, air conditioning is used for two purposes: either to ensure optimal sanitary and hygienic microclimate conditions, the creation of which is impossible with conventional ventilation, or for technological purposes. In the latter case, air conditioners are used to maintain certain temperature and humidity conditions when working on precision equipment intended for processing products with minimal tolerances (precision engineering, optical industry, instrument making); to ensure special air purity (semiconductor, electrovacuum industry, etc.); to maintain a given moisture content in materials and products (weaving shops, etc.).
An integral part of air conditioning systems are technical means of control, automatic and remote control, as well as means of air treatment (heating or cooling supply, dehumidification or humidification, cleaning).
Based on the method of preparing and distributing air, air conditioning systems are divided into central and local. In central air conditioners, air is processed in units installed outside the service premises, from where it is distributed through air ducts. In local air conditioners, air is prepared directly in the room being served, and air is distributed without air ducts.
Air conditioners that can constantly operate only in fresh outdoor air are called direct-flow air conditioners. Such air conditioners are used for rooms in which, due to sanitary requirements, air recirculation is not allowed.
Other air conditioners - indirect - operate according to a partial air recirculation scheme. The use of recirculation in air conditioning systems is allowed at any time of the year, and the sanitary requirements for recirculation must be strictly observed. Air conditioners should not serve as sources of secondary air pollution, for example, increased levels of carbon dioxide if recirculation rules are violated; oil aerosols in the case of using oil filters to clean the supply air, etc.
Air conditioning is a hygienically promising type of ventilation for industrial premises. Although it requires more money for its installation and operation compared to other types of ventilation, experience shows that these costs are recouped by increasing efficiency, and therefore labor productivity, improving product quality, etc.
Already today, the use of air conditioning is an indispensable means of maintaining comfortable microclimatic conditions in the cabins of industrial cranes, control panel cabins and other limited-volume rooms located in workshops with excess heat and gas emissions.
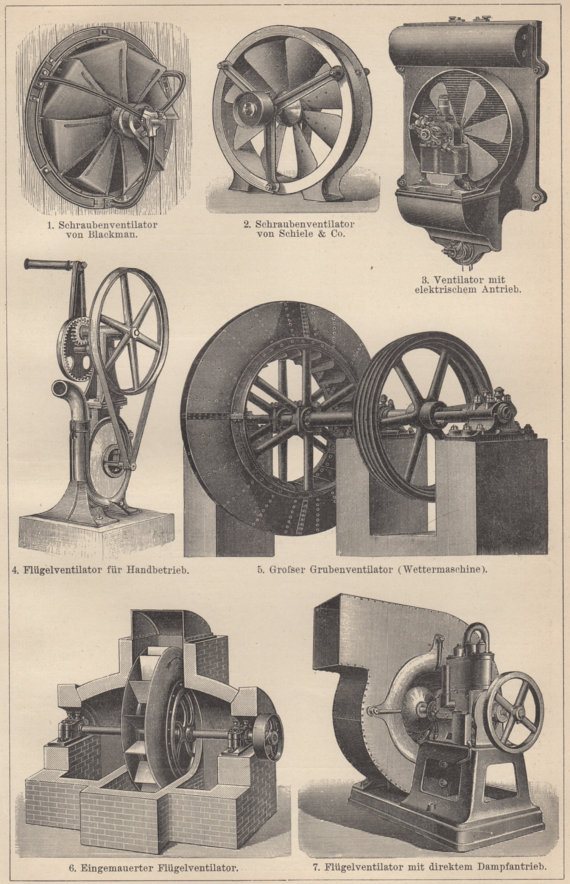
Types of industrial fans

The air in forced ventilation systems is driven by mechanical devices: blowers powered by electricity.
Most often, radial or axial models are installed. A radial or centrifugal fan is also called a “snail” because of the shape of the housing, into which a wheel with blades is built. As the wheel rotates, air penetrates the housing, changes direction and is supplied under pressure into the air duct.
Exhaust air is often saturated with harmful and aggressive components and even explosives. Depending on possible impurities, fans are used:
- standard type for air temperatures up to +80 degrees with a small amount of dust;
- anti-corrosion type - for vapors of alkalis and acids;
- with spark protection – for explosive air mixtures;
- dust - used if dust in the air is more than 100 milligrams per cubic meter.
Fan numbers indicate the diameter of the wheel, expressed in decimeters.
Axial fans are inclined blades mounted in a cylindrical housing. During operation, the air moves parallel to the axis of the fan. Such models are installed more often in small networks, emergency exhaust ducts and in mines. Their advantage is that one fan can supply air in two opposite directions, performing both exhaust and supply.
Air is supplied to the required points through air ducts. Most often they are made of sheet metal, and when working with aggressive substances - from plastic, ceramics and other resistant materials.
Types and types of industrial air exchange systems
Depending on the functionality, composition features and technologies used, the following types of industrial ventilation are distinguished:
- General exchange - a system used as a whole for the room.
- Local - a system for controlling air exchange in a certain area.
- Local - a system for eliminating vapors and gases, dust and other contaminants at the places of their formation.
We recommend that you read: Supply ventilation systems in a private house
In addition to the one indicated, there is also a classification according to which industrial ventilation is divided into:
- Emergency.
- Anti-smoke.
- Technological.
Technological industrial ventilation systems are designed to control production processes, in particular technological operations.

Natural ventilation system
Each of the listed types can be classified into natural and mechanical ventilation types.
Natural ventilation refers to the stimulation of movement of air masses as a result of wind or gravity, that is, natural conditions. Indoor air flows move independently through openings, for example, through cracks due to the loose fit of the door to the doorway. For exhaust in such systems, an exhaust air vent is used - several units in the required quantity, which can be determined by the calculation of ventilation.
The performance of natural-type systems is seriously influenced by a strong contrast in temperatures inside and outside the room, sudden changes in pressure, dramatic changes in wind directions and speed. Often, deflectors act as an auxiliary device in the designated systems.
Features of mechanical ventilation
To ensure mechanical ventilation, it is typical to use forced devices, for example, fans that exchange air through special channels.
According to the direction of the air flow, industrial ventilation systems of the mechanical type are divided into supply systems, which are installed in the upper part of the premises, and exhaust systems, which are located at a level of 1.5-2 m above the floor level.

For large production sites, the installation of industrial ventilation of a mixed type is required, since to remove a large volume of air naturally using exhaust openings, the presence of forced elements in the system is necessary. Therefore, some enterprises recommend combined industrial ventilation, the installation of which makes it possible to organize the air exchange process as efficiently as possible.
So, for example, for paint shops it will not be enough to operate a general ventilation system alone. This will also require the introduction of local ventilation in places where harmful components are formed. Such a system will prevent unwanted movement of air masses and is guaranteed to increase the efficiency of ventilation processes under conditions of minimal air circulation.
We recommend reading: Choosing an air purifier for an apartment

Dust collectors and filters for industrial use
The quality of air emissions into the atmosphere is regulated by the requirements for ventilation of industrial premises. Therefore, dirty air from industrial workshops must be filtered before being released into the environment. One of the most important parameters calculated for ventilation of a production room is the efficiency of air purification.
It is calculated like this:
where Kin is the concentration of impurities in the air before the filter, Kout is the concentration after the filter.
Sometimes a single dust collector or filter cleans the air sufficiently, then the cleaning is called single-stage. If the air is very polluted, it is necessary to organize multi-stage cleaning.
The type of cleaning system depends on the amount of impurities, chemical composition and shape.
The simplest design of dust collectors is dust chambers. The air flow speed in them sharply decreases and due to this, mechanical impurities settle. This type of cleaning is only suitable for primary cleaning and is not very effective.
Dust settling chambers are:
- simple;
- labyrinthine;
- with a bumper.
To catch dust with particles larger than 10 microns, cyclones are used - inertial dust collectors.
A cyclone is a cylindrical metal container that tapers at the bottom. Air is supplied from above, dust particles, under the influence of centrifugal forces, hit the walls and fall down. Clean air is discharged through a special pipe.
Two small cyclones installed next to each other increase cleaning efficiency by 90% compared to one large one.
To further increase the volume of retained dust, water is sprayed into the cyclone body. Such devices are called cyclone-washers. The dust is washed off with water and sent to settling tanks.
The modern type of dust collectors is rotary or rotoclones. Their work is based on a combination of Coriolis forces and centrifugal force. The design of rotoclones resembles a centrifugal fan.
Electric precipitators are another way to clean the air from dust. Positively charged dust particles are attracted to the negatively charged electrodes. High voltage is passed through the filter. To clean the electrodes from dust, they are automatically shaken from time to time. Dust gets into the storage tanks.
Gravel and coke filters wetted with water are also used.
Medium and fine filters are made of filter material: felt, synthetic non-woven materials, fine mesh, porous fabrics. They catch the smallest particles of oils and dust, but become clogged quite quickly and require replacement or cleaning.
If the air needs to be purified from very aggressive, explosive substances or gases, ejection systems are used.
The ejector consists of four chambers: vacuum, confuser, neck, diffuser. The air enters them under high pressure, carried away by a powerful fan or compressor. In the diffuser, dynamic pressure is converted into static pressure, after which the air mass is drawn outward.
Supply ventilation in production

Ventilation standards for industrial premises are specified in SNiP 41-01-2003. Before being supplied to the room, the air should be treated: cooled or warmed, filtered from dust, and sometimes its humidity increased.
Supply ventilation device:
- air intake;
- air ducts;
- filters;
- heaters;
- fan;
- air distributors.
When installing ventilation for a production room, a supply chamber is installed to accommodate the heater, filter and fan.
Air intakes are located at a height of 2 m above ground level, in places remote from sources of pollution, sometimes above the roof of the building. When selecting a location, the direction of the winds is taken into account. Outside, air intake devices are covered with blinds, grilles or umbrellas.
The supply air is cleaned by filters of various types, most often made of non-woven materials.
The air in winter is heated by heaters or heaters. The coolant is water or electricity. If humidification is necessary, irrigation chambers are installed where a fine fraction of air is sprayed. The air is cooled in the same way.
Calculation of ventilation of production premises
When calculating the ventilation of an industrial premises, it is necessary to determine what type of system is required: general exchange or local.
The general exchange system is calculated using the following formulas:
L = l * n, where L is the required air flow per room
n – number of people in the room
l – specific air consumption per person (in accordance with SNiP 41-01-2003).
This calculation formula applies to industries that do not emit harmful substances. Otherwise, the calculation of ventilation of production premises will be made for each type of substance as follows:
L = Lm.v. + (mv.v. – Lm.v. (Su.v. – Sp.v.))/(C1 – Sp.v.)
Lm.v. – air consumption removed by local hoods, m3/h;
mv.v. – harmful substances entering the room from outside, mg/h;
Cs.v – concentration of harmful substances in the removed air, mg/m3;
Cp.v – concentration of harmful substances in the supply air, mg/m3;
C1 – required concentration of harmful substances in the room, mg/m3;
If during the operation of an object not one, but several harmful substances are released, then the volume of air exchange is calculated for each of them using the above formula, and then the resulting values are summed up.
Local air supply system in the room
The requirements for ventilation of industrial premises are not always satisfied by general ventilation.
And then a local supply system is installed. Types of local supply ventilation:
- air-heat curtains;
- air showers;
- oases;
- air curtains.
An air shower is a stream of clean air directed at the workplace. Its purpose is to enhance the heat transfer of the employee’s body and prevent overheating.
Dusting installations can be:
- stationary;
- mobile.
Showering is organized in hot shops, as well as in cases of infrared irradiation of personnel exceeding 350 W/sq. meter.
Ventilation standards for industrial premises of this type depend on the severity of the work, the air temperature in the workshop and the intensity of infrared radiation. On average, the air temperature in an air shower is from +18 to +24 degrees. The flow moves at a speed of 0.5 to 3.5 meters per second. The speed is directly proportional to the air temperature and the intensity of radiation. And the temperature of the supply flow is inversely proportional to these indicators.
To change the direction of air flow, special rotating pipes are attached to the ends of the air ducts.
Air oases serve an entire section of the workshop, which is fenced off from the rest of the area with light screens. In the area, air moves at a calculated speed and temperature. In an oasis, the ventilation rate of an industrial premises is carefully calculated.
Air-thermal and air curtains are designed to prevent employee hypothermia and cool rooms through open doors or openings.
There are 2 types of curtains:
- with heated supply air;
- without heating.
General ventilation is necessary in cases where moisture, heat and pollution enter the entire volume of the workshop and it is impossible to comply with the ventilation standards of production premises using local measures. With a general exchange ventilation system, the exhaust air in the production area is diluted with clean air to meet the requirements of sanitary and hygienic control. This is not an economical or very effective system.
To prevent the suction of dirty air from the workshop, ventilation chambers and air ducts are carefully sealed and ventilation of the production room is installed in the cleanest places.
According to the standards of sanitary and hygienic control of ventilation systems of industrial premises, all components are kept clean and undergo periodic inspections.
2.4.2. Natural ventilation
Natural ventilation is carried out due to the temperature difference between indoor air and outdoor air (thermal pressure) or the action of wind (wind pressure). Natural ventilation can be unorganized and organized. With unorganized ventilation, the volumes of air that enter and are removed from the room are unknown. Air exchange depends on the direction and strength of the wind, the temperature of the external and internal air. Organized natural ventilation is called aeration. For aeration, holes are made in the walls of the building to allow outside air to enter, and special devices (lanterns) are installed in the upper part of the building to remove exhaust air. As a result, it is necessary to calculate the areas of supply and exhaust aeration openings that provide the required air exchange.
Features of calculations and ventilation devices in workshops for various purposes
Designing workshop ventilation is a complex engineering task, the solution of which requires careful calculations, which largely depend on its purpose. Industrial ventilation must remove all hazards, including hot air, explosive impurities and toxic emissions, water vapor - everything that is released during the production process by products, equipment and personnel.
The calculation of the workshop ventilation system is carried out separately for each type of pollution:
For excess heat:
Q = Qu + (3.6V - cQu * (Tz - Tp) / c * (T1 - Tp), where
Qu (m3) is the volume removed by local suction,
V (Watt) - the amount of heat generated by products or equipment,
c (kJ) - heat capacity indicator = 1.2 kJ (reference data),
Tz (°C) - t of polluted air removed from the workplace,
Tp (°C) - t of supply air masses,
T1 - t of air removed by general exchange ventilation.
For explosive or toxic production:
In such calculations, the key task is to dilute toxic emissions and fumes to the maximum permissible level.
Q = Qu + (M - Qu(Km - Kp)/(Ku - Kp), where
M (mg*hour) - mass of toxic substances released in one hour,
Km (mg/m3) - the content of toxic substances in the air discharged by local systems,
Kr (mg/m3) - the number of toxic substances in the supply air masses,
Ku (mg/m3) - the content of toxic substances in the air, removed by general exchange systems.
For excess moisture:
Q = Qu + (W - 1.2 (Om-Op) / (O1-Op)), where
W (mg*hour) – the amount of moisture that enters the workshop premises in 1 hour,
Om (gram*kg) - volume of steam discharged by local systems,
Or (gram*kg) is an indicator of the humidity of the supply air.,
O1 (gram*kg) - the amount of steam discharged by the general exchange system.
By allocations from staff:
Q = N * m, where
N – number of employees,
m is the air consumption per person per hour (according to SNiP it is 30 m3 per person in a ventilated room, 60 m3 in an unventilated room).
Calculation of workshop exhaust ventilation
The amount of exhaust air can be determined using the following formula:
L=3600*V *S, where
L (m3) - air flow,
V is the air flow speed in the exhaust device,
S - opening area of an exhaust type installation
Features of ventilation of workshops of various types
Mechanical shop ventilation
Hazards: heat emissions from electric motors, personnel, vapors of aerosols and coolants, oils, emulsions, dust - emery and mechanical.
Heating: air, combined with ventilation system
Local suction: above grinding/grinding machines, machines without cooling, emulsion tanks, baths for washing parts.
General exchange: air flow from above; calculation of air based on excess moisture and heat - at least 30 m3 per person.

Ventilation of a woodworking workshop
Hazards: heat from presses, solvent vapors, glue, woodworking waste - dust, shavings, sawdust
Heating: air, combined with ventilation system
Local suction: floor and underground for wood waste, suction from machine tools; Air purification occurs in bag filters, cyclones
General exchange: dispersed air flow into the upper zone, through perforated air ducts (mostly)
Ventilation of galvanizing shop
Hazards: fumes of alkalis, acids, electrolytes, excess heat and moisture, dust, hydrogen cyanide
Heating: air, combined with ventilation system
Local suction: on-board for baths, independent exhaust systems above baths with cyanide and acidic solutions, explosion-proof fans, mandatory equipment of suction for baths with acids of various types with backup fans. Mandatory filtration of extracted air masses
General exchange: air ducts made of anti-corrosion materials or mandatory anti-corrosion coating of all air ducts; supply of 5% of the inflow to all adjacent rooms; 3-fold air exchange in the compartments for preparing solutions and cyanide salts. Mandatory filtration of extracted air masses.

Welding shop ventilation
Hazards: fluoride compounds, nitrogen oxides, carbon oxides, ozone
Heating: air, combined with ventilation system
Local suctions: desirable (if possible)
General exchange: exhaust: 2/3 from the lower zone, 1/3 from the upper. Calculation of air for diluting harmful emissions from welding to the maximum permissible level.
The calculation is made based on the weight of welding electrodes, which are consumed in 1 hour: for manual welding - 1500-4500 m3*h per 1 kg. electrodes, 1700-2000 m3*h for semi-automatic carbon dioxide, 2500-5400 m3*h - for welding using flux-cored wire.

Paint shop ventilation
Hazards: solvent/thinner fumes, paint particles
Heating: central or air, which is combined with ventilation
Local suction: at degreasing units, painting booths, jetting installations, drying chambers, tables, stands, dipping baths.
General exchange: inflow to compensate for local exhaust + 1 times, general exchange exhaust ventilation at least 1 times from the upper zone.

Ventilation in foundries
The main task of foundry ventilation is to cope with the enormous amount of heat that is released into the production premises.
Harmful: radiant heat, huge amounts of heat, ammonia, sulfur dioxide, carbon monoxide
Heating: together with ventilation system
Local suction: for almost all types of hot shop equipment
General exhaust with mechanical drive in the upper zone of the workshop + aeration + showering of workplaces + general supply ventilation.

Air conditioning system
Climate control equipment for the project may include:
- Multi-zone systems that provide individual climatic parameters in each zone, in each section of the production premises.
- A chiller-fan coil system that allows you to create a comfortable microclimate in multi-story industrial buildings.
- Ducted air conditioning systems that uniformly distribute high-quality air throughout all rooms through a system of ventilation ducts.
- Multi-split systems that create a microclimate directly above the work area.
is engaged in the design of ventilation and air conditioning systems in industrial premises in Moscow, selects equipment and carries out installation of any complexity and provides competent advice on all issues of interest. You can order any type of work and services by calling the phone number listed on the website.
| № | Name | Unit. | Price(unit) |
Cost of air conditioner installation services | |||
| 1 | Installation of air conditioner 2-2.5 kW (wall-mounted) | PC. | 5900 rub. |
| 2 | Installation of air conditioner 3-5.5 kW (wall-mounted) | PC. | 6900 rub. |
| 3 | Installation of air conditioner over 5.8 kW (wall-mounted) | PC. | 7080 rub. |
| 4 | Installation of air conditioner 9 kW (ceiling) | PC. | 9440 rub. |
| 5 | Installation of air conditioner over 9 kW (ceiling) | PC. | 11800 rub. |
| 6 | Installation of air conditioner up to 9 kW (cassette) | PC. | 9440 rub. |
| 7 | Installation of air conditioner over 9 kW (cassette) | PC. | 11800 rub. |
| 6 | Installation of air conditioner up to 9 kW (duct) | PC. | 14160 rub. |
| 7 | Installation of air conditioner over 9 kW | PC. | 17700 rub. |
| № | Name | Unit. | Price(unit) |
Cost of consumables | |||
| 1 | Consumables up to 3.5 kW (includes 5m of route) | p/m | 2000 rub. |
| 2 | Consumables up to 6 kW (includes 5m of route) | p/m | 2800 rub. |
| 3 | Consumables over 6 kW (includes 5m of route) | p/m | 3500 rub. |
| 4 | Add. route for 1 running meter up to 3.5 kW | p/m | 500 rub. |
| 5 | Add. route per 1 linear meter over 3.5 kW | p/m | 650 rub. |
| 6 | Add. route per 1 linear meter over 6 kW | p/m | 800 rub. |
| 7 | Drainage extra drainage per 1 p/m | p/m | 100 rub. |
| 8 | Additional box box 16*16 p/m | p/m | 100 rub. |
| 9 | Additional box box 25*25 p/m | PC. | 150 rub. |
| 10 | Additional box box 60*60 p/m | p/m | 250 rub. |
| 11 | Power supply cable 3*1.5 | p/m | 350 rub. |
| 12 | Power supply cable 5*1.5 | p/m | 410 rub. |
| 13 | Power supply cable 3*2.5 | p/m | 450 rub. |
| 14 | Power supply cable 5*2.5 | p/m | 500 rub. |
| 15 | Power supply cable 5*4 | p/m | 590 rub. |
| 16 | Power supply installation of a circuit breaker up to 32A in the customer’s switchboard and connection | PC. | 1180 rub. |
| 17 | Installation of a panel up to 200*400, a circuit breaker up to 32A and connection | p/m | 1770 rub. |
| 18 | Power supply installation of a circuit breaker up to 32A in the customer’s switchboard and connection | PC. | 1180 rub. |
| 19 | Visor | PC | 1770 rub. |
| 20 | Protection/fencing | PC. | 4130/5310 rub. |
| 21 | Pump with installation | PC | 6000 rub. |
| 22 | All-weather block with installation | PC. | 7000 rub. |
| 23 | Warm drainage with installation | PC | 1000 rub. |
Cost of high-altitude work | |||
| 1 | Climber call for installation of a climber up to 6 kW | units | 5000 rub. |
| 2 | Height prisp. calling a tower in 2 hours | units | 3000 rub. |
| 3 | Height prisp. calling a tower in 4 hours | units | 4500 rub. |
| 4 | Height prisp. (A) installation from a ladder 4 to 5.5 m long | units | 1000 rub. |
| 5 | Height prisp. delivery tours from 3 to 6m | units | 1180 rub. |
| 6 | Height prisp. installation with air conditioning tours and curtains (assembly, disassembly) | units | 2000 rub. |
Cost of civil works | |||
| 1 | Add. hole for route (brick) | units | 250 rub. |
| 2 | Add. hole for the route (concrete) | units | 350 rub. |
| 3 | Road groove (brick) | p/m | 400 rub. |
| 4 | Road groove (concrete) | p/m | 500 rub. |
| 5 | Ceiling assembly/disassembly "Amstrong" without guides per sq.m. | units | 50 rub. |